
ในบทความนี้จะพูดถึงเทคนิค 4 หัวข้อที่จะช่วยทำหลีกเลี่ยงข้อผิดพลาดพื้นฐานในการวิเคราะห์การถดถอย ที่มีพบเห็นได้ในงานวิจัยต่างๆ
การทำชิ้นส่วนให้สามารถสับเปลี่ยนกันได้ (Interchangeable) เป็นแนวทางในการทำงานที่ผู้ผลิตสมัยใหม่ ได้เลือกใช้ชิ้นส่วนที่เหมือนกันซึ่งอาจจะผลิตจากโรงงานที่ตั้งอยู่ในที่ต่างๆ ทั่วโลกหรือถูกส่งมาจากผู้ส่งมอบที่อยู่คนละ สถานที่กันและห่างไกลกัน ชิ้นส่วนเหล่านั้นจะต้องมั่นใจได้ว่าผลิตมาแล้ว มีความเหมือนกันและสามารถนำมาประกอบ เป็นผลิตภัณฑ์ได้
ความสามารถในการสับเปลี่ยนได้ (Interchangeability) ยังมีความสำคัญในอุตสาหกรรมการบริการด้วยเช่นกัน เพราะว่าลูกค้าถูกคาดการณ์ว่าจะมีความคาดหมายที่เป็นมาตรฐานเดียวกันจากผู้ให้บริการ ไม่ว่าการบริการนั้นจะเกิดที่ ใดบนโลกใบนี้ การเลือกวิธีการที่ดีที่สุด (Best Practices) จึงต้องมีการถ่ายทอดลงมายังผู้ปฏิบัติทุกคนในองค์กรและรวม ไปถึงผู้ที่รับช่วงต่อในการปฏิบัติ (subsidiaries) ที่ต้องเข้าใจเพื่อให้สามารถปฏิบัติตามได้ตามพื้นฐานความคาดหมายนั้นๆ
ในบทความนี้จะแสดงให้เห็นถึงการกำหนดช่วงค่าเผื่อ (Tolerance interval) สำหรับค่าเริ่มต้น (input) ซึ่งเป็น ค่าพารามิเตรอ์ของชิ้นส่วน เพื่อให้ได้ผลลัพธ์ที่ได้ตามข้อกำหนดเฉพาะที่ต้องการ (ซึ่งเป็นพารามิเตอร์ของผลิตภัณฑ์ที่ได้ หลังจากการประกอบชิ้นส่วนต่างๆ) ซึ่งเครื่องมือที่ใช้ในวิธีการนี้คือ ช่วงการทำนายของตัวแบบการถดถอย (Prediction Interval of a Regression Model)
ความเป็นมาของแนวคิดเรื่อง ชิ้นส่วนที่สามารถสับเปลี่ยนได้ (A Historical Perspective on Interchangeable Parts) จากเดิมอุตสาหกรรมการผลิตปืนขนาดเล็ก เป็นผู้มีบทบาทในการใช้แนวคิดเรื่องข้อกำหนดมาตรฐานในการผลิต เป็นวิธีในการผลิตปืน
ในยุคปลายทศวรรษที่ 18 ผู้ผลิตปืนชาวฝรั่งเศส Honere leBlanc ได้ใช้แนวคิดการออกแบบให้เป็นมาตรฐานและ ชิ้นส่วนสามารถสับเปลี่ยนได้ ในการผลิตปืน ซี่งทำให้ปืนนั้นง่ายต่อการซ่อมแซมเมื่อเกิดความเสียหาย ถึงแมว่าชิ้นส่วน ของปืนนั้นจะยังต้องใช้งานฝีมือขั้นสูงในการผลิตก็ตาม
การผลิตปืนให้ชิ้นส่วนที่มีมาตรฐานเป็นเรื่องยาก แต่การผลิตที่ทำให้ชิ้นส่วนปืนนั้นสามารถสับเปลี่ยนได้เป็นเรื่อง ที่มีความต้องการสำหรับทหารมาก เป็นเพราะเมื่อปินเกิดความเสียหายในช่วงการรบ ทหารสามารถเปลี่ยนชิ้นส่วนที่ เสียหายได้ด้วยความรวดเร็วเพื่อนำปืนนั้นไปใช้ต่อสู้ได้ต่อไป อีกทั้งปืนที่ทำด้วยงานฝีมือยังมีความเชื่อถือได้น้อยตาม บันทึกการใช้งานอีกด้วย
Eli Whitney ได้แสดงแนวคิดเรื่องความสามารถในการสับเปลี่ยนได้ เป็นครั้งแรกที่การประชุมสมัยของสภา ผู้แทนราษฎรของรัฐสภาสหรัฐอเมริกา (United States Congress) เขาได้นำปืน 10 กระบอกมาทำการแยกประกอบ ออกเป็นชิ้นสวน และทำการสลับชิ้นส่วนต่างๆ จากนั้นทำการประกอบกลับเข้าไปเหมือนเดิม
ในทศวรรษที่ 19 วิศวกรที่มีประสบการณ์ในกองทัพได้นำแนวคิดเรื่องชิ้นส่วนที่สามารถสับเปลี่ยนได้ออกมา ใช้ในอุตสหากรรมการผลิตต่างของประเทศสหรัฐอเมริกา
การกำหนดค่าความเผื่อ (Determining Tolerance Windows)
การกำหนดค่าความเผื่อที่ไม่กว้างหรือแคบจนเกินไปเป็นเรื่องที่ยากมาก ทั้งนี้ค่าความเผื่อที่กว้างจนเกินไปอาจทำ ให้เกิดความไม่สเถียรของผลิตภัณฑ์ และปัญหาด้านคุณภาพ ส่วนค่าความเผื่อที่แคบเกินไปอาจทำให้เกิดกระบวนการผลิต เป็นไปด้วยความลำบากและทำให้ต้นทุนมีค่าเพิ่มขึ้น
ดังนั้นค่ากำหนดเฉพาะในการประกอบจึงมักจะมาจากเสียงและความต้องการของลูกค้า แต่เราจะทำการ แปลงความต้องการเหล่านั้นให้เป็นข้อกำหนดเฉพาะ และเป็นค่าเผื่อของชิ้นส่วนแต่ละชิ้นได้อย่างไร
ลองพิจารณากราฟด้านล่างนี้ กระบวนการผลิตสีได้ทำการทดลองหนึ่งเพื่อหาความสัมพันธ์ระหว่างอัตราการคนสี (Stir rate) และระดับสิ่งปนเปื้อน (impurity level) การเพิ่มอัตราการคนสี จะทำให้เม็ดสีนั้นเกิดความหนืดและสิ่งปนเปื้อน ทำให้ประสิทธิภาพของสีลดลง จากเส้นกราฟ (ที่มาจากการวิเคราะห์การถดถอย) แสดงให้เห็นอิทธิพลของอัตราคนสีทีมีต่อ สิ่งปนเปื้อน
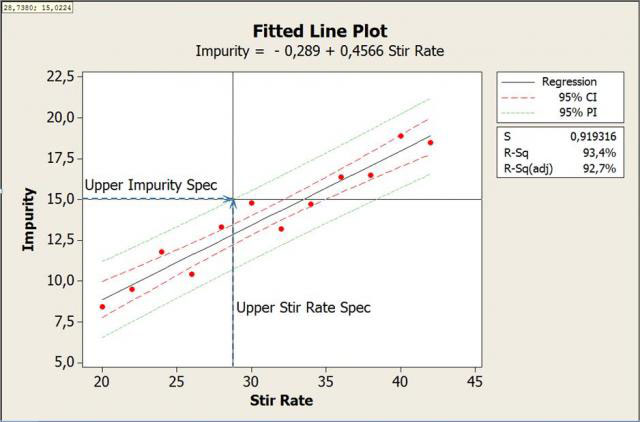
เส้น Fitted line แสดงให้เห็นว่า เมื่ออัตราคนสีเพิ่มขึ้น (เร็วขึ้น) จะทำให้เพิ่มสิ่งปนเปื้อนในสี และจากสมการถดถอย เมื่อเพิ่มความเร็วในการคนสี 1 หน่วย จะทำให้สิ่งปนเปื้อนเพิ่มขึ้น 0.4566 ระดับ
ทีนี้มาดูกันต่อ ถ้าต้องการดูว่าจะทำอย่างไรไม่ให้ระดับสิ่งปนเปื้อนเกิน 15 และเราจะทำการกำหนดค่าความเผื่อ ให้กับตัวแปรอัตราการคนสีได้อย่างไร
จากแผนภาพด้านบน ช่วงการทำนาย (พื้นที่ระหว่างเส้นสีเขียว) แสดงให้เห็นการกระจายตัวของแต่ละค่ารอบ เส้นสมการถดถอย ซึ่งมีการรวมผลของความผันแปรที่ไม่สามารถควบคุมได้ (ที่เกิดจากความผันแปรในกระบวการผลิต และการวัด หรือแม้กระทั่งเรื่องของความไม่แน่นอนในสิ่งแวดล้อม เป็นต้น) ซึ่งเราจะพิจารณาขอบเขตด้านบนของช่วง การทำนาย (Production Interval, PI)
ที่ขอบเขตด้านบนมีค่าเท่ากับ 15 (ค่าบนแกน Y) ค่าอัตราการคนสีมีค่าเท่ากับ 28.73 (ค่าในแกน X) ใน Minitab ให้ใช้ Crosshairs เพื่อหาค่าเริ่มต้น (input) ที่ให้ค่าผลลัพธ์ (output) ของช่วงการทำนายออกมาเป็น 15 โดยการคลิ๊กขวา ที่กราฟ แล้วเลือก Crosshairs จากนั้นให้เลื่อนเครื่องหมายกากบาท (cross) ไปที่จุดที่ต้องการบนเส้นขอบเขตด้านบน ของช่วงการทำนาย ในทีนี้คือ 15 ของแกนค่าระดับสิ่งปนเปื้อน
ค่า 28.73 จะหาจากค่าพิกัดด้านบนของอัตราการคนสี ที่ทำให้เกิดระดับสิ่งปนเปื้อนเท่ากับ 15 ในกราฟนี้ ใช้ 95%ของช่วงการทำนาย เป็นตัวพิจารณา ซึ่งเป็นค่าที่ตั้งไว้ของ MINITAB แต่เราสามารถปรับเปลี่ยนเป็น 99% ของช่วงการทำนายได้เพื่อเพิ่มความมั่นใจให้กับลูกค้าได้มากขึ้น
การแสดงค่าช่วงการทำนาย (Displaying the Prediction Interval)
ในบทความนี้ เราสนใจเฉพาะเรื่องช่วงการทำนาย (PI) ซึ่งสะท้อนให้เห็นความผันแปรเฉพาะในแต่ละค่า (ชิ้นส่วน) ซึ่งต่างจากช่วงความเชื่อมั่น (CI) ซึ่งเป็นการแสดงความแม่นยำของค่าประมาณของพารามิเตอร์ที่มีในตัวแบบถดถอย
ใน Minitab การแสดงช่วงการทำนาย (PI) ในกราฟได้โดย Stat>Regression>Fitted line Plot ในหน้าต่าง Fitted line Plot เลือก Option และเลือกทำเครื่องหมายถูกตรง Display Prediction Interval ส่วนค่าระดัยความเชื่อมั่น (confidence level) สามารถเปลี่ยนได้ ซึ่งค่าที่ตั้งไว้คือ 95%
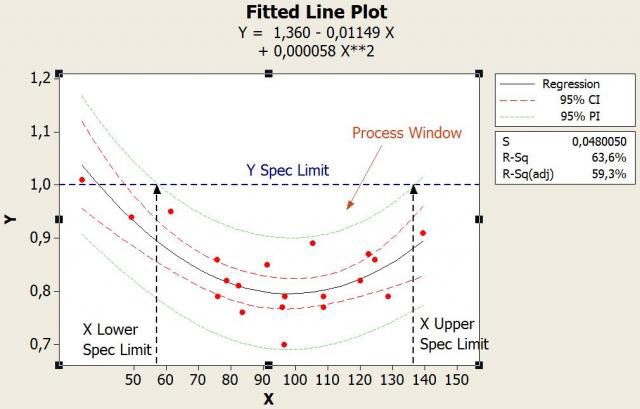
ในกราฟด้านล่างนี้ เราแสดงให้เห็นตัวแปรตั้งต้นที่มีอิทธิพลกำลังสอง (Quadratic effect) และการใช้ตัวแบบถดถอยกำลังสอง (Quadratic regression model) ถ้าทำการกำหนดให้ค่าผลลัพธ์ (Output, Y) มีค่าหนึ่งที่ไม่เกินค่าที่กำหนดไว้ ตอนนี้เราจะต้องทำการตั้งค่าขอบเขตจำกัดบนและล่างของข้อกำหนดเฉพาะ ของค่าตัวแปรตั้งต้น (Input, X) เพื่อให้ค่าผลลัพธ์ที่ต้องการนั้นอยู่ภายใต้ข้อกำหนดเฉพาะที่ต้องการ
และเราจะใช้ ขอบเขตด้านบนของช่วงการทำนายเพื่อให้อธิบายความผันแปรของตัวแปรแต่ละตัว ซึ่งวิธีการหาสามารถทำได้ตามวิธีการด้านล่างนี้
บทสรุป
วิธีการนี้มีความใกล้เคียงกับ เทคนิค Shainin’s Isoplot ซึ่งง่ายและเห็นภาพได้ชัดเจน และสามารถนำไปใช้กับ การกำหนดข้อกำหนดของกระบวนการสำหรับชิ้นส่วนเดี่ยว ที่อาจจะส่งผลกระทบต่อผลิตภัณฑ์สุดท้าย
อย่างไรก็ตามถ้าผลิตภัณฑ์สุดท้ายนั้น อาจมีผลกระทบมาจากชิ้นส่วนหลายๆชิ้นที่นำมาประกอบกัน ในกรณีนี้จะต้องมีการใช้เทคนิคเพิ่มขึ้น เช่น การออกแบบการทดลอง (Designed Experiment, DOE) และ เทคนิคมอนติคาโรล (Monte Carlo Techniques)
บทความต้นฉบับ : http://blog.minitab.com/blog/applying-statistics-in-quality-projects/using-prediction-intervals-to-define-process-windows
เนื้อหาบทความโดยบริษัท Minitab Inc. ประเทศสหรัฐอเมริกา
แปลและเรียบเรียงโดยสุวดี นําพาเจริญ และ ชลทิขา จํารัสพร, บริษัท โซลูชั่น เซ็นเตอร์ จํากัด webadmin@solutioncenterminitab.com
บทความนี้เกิดจากการเขียนและส่งขึ้นมาสู่ระบบแบบอัตโนมัติ สมาคมฯไม่รับผิดชอบต่อบทความหรือข้อความใดๆ ทั้งสิ้น เพราะไม่สามารถระบุได้ว่าเป็นความจริงหรือไม่ ผู้อ่านจึงควรใช้วิจารณญาณในการกลั่นกรอง และหากท่านพบเห็นข้อความใดที่ขัดต่อกฎหมายและศีลธรรม หรือทำให้เกิดความเสียหาย หรือละเมิดสิทธิใดๆ กรุณาแจ้งมาที่ ht.ro.apt@ecivres-bew เพื่อทีมงานจะได้ดำเนินการลบออกจากระบบในทันที
