ค่าดัชนี Cp และ Cpk เป็นค่าที่เราๆรู้จักกันเป็นอย่างดี ได้ถูกนำมาใช้ในการดูการกระจายของกระบวนการเทียบกับช่วงความกว้างอนุโลม (tolerance interval) นั่นคือค่า Cp ส่วนค่า Cpk ซึ่งเป็นการดูว่ากระบวนนั้นยังอยู่ภายใต้ข้อกำหนดเฉพาะหรือไม่
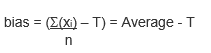
แต่ยังมีอีกหนึ่งดัชนี คือ Cpm ซึ่งอาจไม่ได้เป็นที่รู้จักมากและไม่ค่อยมีการนำมาใช้บ่อยนัก ความแตกต่างของค่า Cpm กับค่าดัชนีอื่นๆ คือ ค่าความแตกต่างจากเป้าหมาย (Bias) จะถูกนำมาพิจารณาในการหาค่า Cpm ซึ่งค่าความแตกต่างระหว่างค่าเฉลี่ยของกระบวนการและค่าเป้าหมายจะเรียกว่า Bias
ใน Minitab ถ้าค่าเป้าหมายถูกระบุไว้ด้วย โปรแกรมจะทำการคำนวณค่า Cpm ให้เองในทันที ในการที่จะได้ค่า Cpm ที่ดี กระบวนการจะต้องได้ค่าตรงกับเป้าหมาย ส่วนการที่จะได้ค่า Cpk ที่ดีกระบวนการจะต้องอยู่ภายในกระบวนการ ซึ่งทั้งสองอย่างนี้จะได้ผลสรุปที่เหมือนกัน แต่ยังมีความแตกต่างที่เห็นได้ชัดอยู่คือ ในค่า Cpm จะเป็นค่าที่สะท้อนถึงความเบี่ยงเบนจากเป้าหมายให้เห็นอย่างตรงไปตรงมา
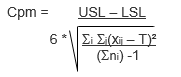
เมื่อ USL คือ ค่าพิกัดเขตกำหนดเฉพาะด้านบน
LSL คือ ค่าพิกัดเขตกำหนดเฉพาะด้านล่าง
S คือ ค่าเบี่ยงเบนมาตรฐาน
T คือ ค่าเป้าหมาย
และให้

ประเด็นเรื่องความไม่เข้ากันของการประกอบชิ้นส่วน (The mismatch issue)
ทำไมเราควรใช้ค่า Cpm แทนการใช้ค่าดัชนีค่าอื่นๆ เพราะค่า Cpm เป็นค่าสัมประสิทธิ์ที่มีประสิทธิภาพในการที่ช่วยลดปัญหาเรื่องความไม่เข้ากันในการประกอบชิ้นส่วน (component mismatch)
ในหลายๆครั้งของการผลิตจะต้องมีการประกอบชิ้นส่วนต่างๆเพื่อให้เป็นผลิตภัณฑ์ และในบางครั้งแม้ว่าชิ้นส่วนที่ผลิตมาจากกระบวนการที่มีค่า Cpk ดีมาก แต่เมื่อระบบการผลิตทำการประกอบชิ้นส่วนที่มาจากการผลิตนั้นๆ กลับทำให้ได้ผลิตภัณฑ์ที่ไม่ตรงตามข้อกำหนดเฉพาะ
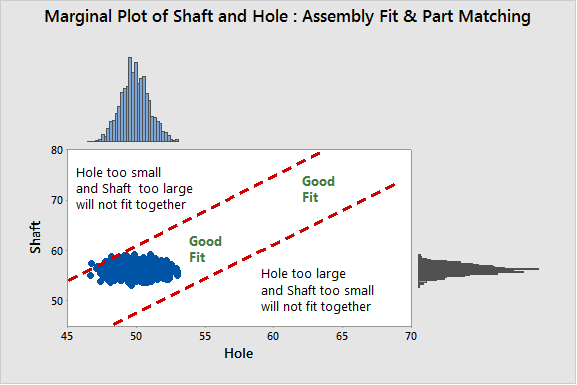
ทำไมถึงเป็นเช่นนี้ได้ สมมติว่ามีชิ้นส่วน 2 ชิ้นมากประกอบกัน โดยออกแบบให้มีการสวมประกอบกัน ตัวอย่างเช่น เพลาจะสวมประกอบลงในรูเพลา โดยเพลาที่สวมลงนั้นจะมีขนาดเล็กว่ารูเพลาเล็กน้อยเพื่อให้ยังสามารถเคลื่อนที่ได้เล็กน้อย
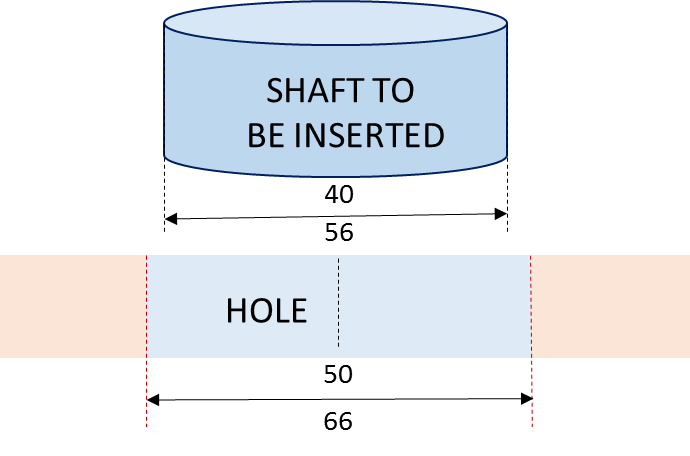
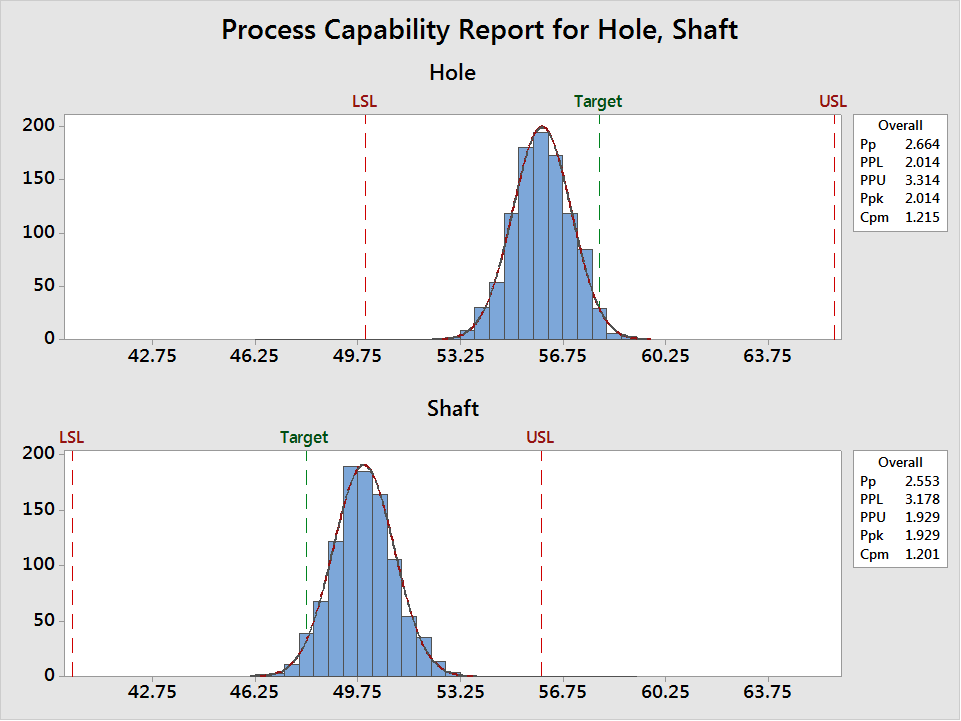
ในการวิเคราะห์ความสามารถต่อไปนี้ ค่า Ppk นั้นสะท้อนว่ากระบวนการผลิตเพลาและรูเพลาดีมากทั้งสองอย่าง (ค่าดัชนีประมาณ 2 ทั้งสองกระบวนการ) แต่ค่า Cpm กลับมีค่าต่ำทั้งคู่ (ประมาณ 1.2) เนื่องมาจากมีการเบี่ยงเบนไปจากค่าเป้าหมายอย่างมีนัยสำคัญ จากกราฟในรูปด้านล่างแสดงให้เห็นว่า เพลา มีขนาดใหญ่กว่าที่ควรจะเป็น ส่วนรูเพลามีค่าเล็กกว่าที่ควรจะเป็น (ค่าเฉลี่ยน้อยกว่าค่าเป้าหมาย) ผลที่ตามมาคือ ชิ้นส่วนทั้งสองชิ้นนี้มักสวมประกอบกันไม่ได้ บางครั้งการใส่เพลาลงรูเพลาเป็นไปด้วยความลำบาก เพราะมีค่า bias ที่เพิ่มขึ้น ทำให้เกิดความไม่เข้ากัน (mismatch)
การทำให้ค่า bias มีค่าเล็กที่สุดเท่าที่จะเป็นไปได้ ในระบบที่ซับซ้อนที่ต้องมีประกอบกันของชิ้นส่วนหรือพารามิเตอร์ต่างๆด้วยกัน ไม่ควรจะมีการแยกพิจารณา ในผลิตภัณฑ์ที่มีความซับซ้อนประกอบจากชิ้นส่วนจำนวนมากและมาจากหลายแหล่งผลิต การดูแลระบบย่อยต่างของชิ้นส่วนทั้งหมดจะถูกนำมาพิจารณาร่วมกันแทนที่จะแยกกันพิจารณาคุณภาพของแต่ละชิ้นเดี่ยวๆ
ในบทความนี้ แสดงให้เห็นว่า ค่า Cpm นั้นเป็นค่าดัชนีที่มีประสิทธิภาพที่ดีกว่าค่าดัชนีตัวอื่นๆ
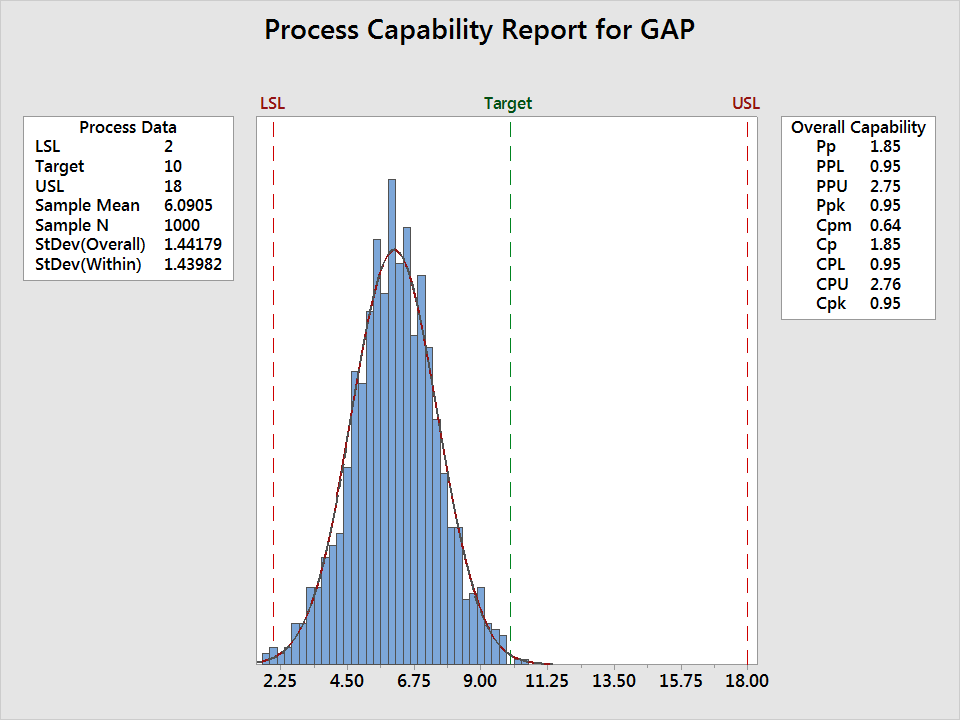
จากกราฟในรูปบนนี้แสดงให้เห็น ค่าความต่างระหว่างขนาดเพลาและรูปเพลา ค่าเป้าหมายของช่องว่างระหว่างเพลาและรูเพลา คือ 10 (ค่าเป้าหมาย) ค่า Ppk (0.95) ที่ได้แสดงว่าเป็นกระบวนการที่ไม่ดี ซึ่งจะทำให้เกิดการสวมประกอบที่ไม่เป็นตามข้อกำหนดเฉพาะ จากชิ้นส่วนเดี่ยวๆ ค่า Bias ของแต่ละชิ้นส่วนไม่ได้มีค่ามาก แต่เมื่อนำชิ้นส่วนมาประกอบกัน ค่า bias ของชิ้นส่วนที่ประกอบกันแล้วมีค่ามากขึ้น
ถ้าค่า bias ของเพลาและรูเพลาเป็นบวกเหมือนกัน นั้นอาจทำให้ชิ้นส่วนที่มาประกอบกันนั้นอาจจะไม่เกิดปัญหา เพราะค่า bias จะทำการหักล้างกัน แต่ในหลายๆกรณี ค่า bias ของชิ้นส่วนจะทำให้ผลสุดท้ายมีค่ามากขึ้น จากตัวอย่างนี้เป็นเพียงชิ้นส่วนประกอบกัน 2 ชิ้น แต่ในความเป็นจริงระบบการผลิตอาจจะเกิดจากการประกอบชิ้นส่วนจำนวนมากกว่านี้ยิ่งทำให้มีความซับซ้อนมากขึ้น
การใช้ Cpm กับกรณีค่าเป้าหมายที่ไม่ได้อยู่กึ่งกลาง (Using Cpm for Asymmetrical Targets)
ประโยชน์อีกข้อหนึ่งของ Cpm คือ ถ้าค่าเป้าหมายไม่ได้อยู่กึ่งกลางระหว่างข้อกำหนดเฉพาะ จะต้องมีการตรวจติดตามดูค่าเฉลี่ยว่าตรงกับค่าเป้าหมายอย่างใกล้ชิด ค่า Cpm จะมีความเกี่ยวพันโดยตรงมากกว่า ค่า Ppk
ค่าดัชนีความสามารถ Cpm มาจากแนวคิดของ เส้นโค้งความเสียหาย (Loss Curve) ของ Taguchi (ปราชญ์ด้านคุณภาพชาวญี่ปุ่น) จากแนวคิดที่ว่าคือ เมื่อใดที่ค่าเฉลี่ยของกระบวนการเริ่มเบี่ยงเบนจากค่าเป้าหมายจะเริ่มมีความสูญเสีย/เสียหาย (loss) เกิดขึ้น และคุณภาพที่ได้จะเริ่มแย่ลง ดังนั้นการที่ทำให้อยู่ภายใต้ข้อกำหนดเฉพาะเท่านั้นไม่เพียงพอ แนวคิดเรื่องความสูญเสียของลูกค้าเมื่อชิ้นส่วนนั้นไม่อยู่ในข้อกำหนดเฉพาะเท่านั้นจึงเป็นเรื่องที่ไม่ถูกต้อง ในมุมมองของลูกค้า ไม่ว่าจะผลิตภัณฑ์ที่แทบจะไม่ตรงกับข้อกำหนดเฉพาะนั้น ไม่ว่าจะดีหรือไม่ดี ลูกค้าจะมองว่าเป็นของที่ไม่ตรงกับข้อกำหนดเฉพาะ
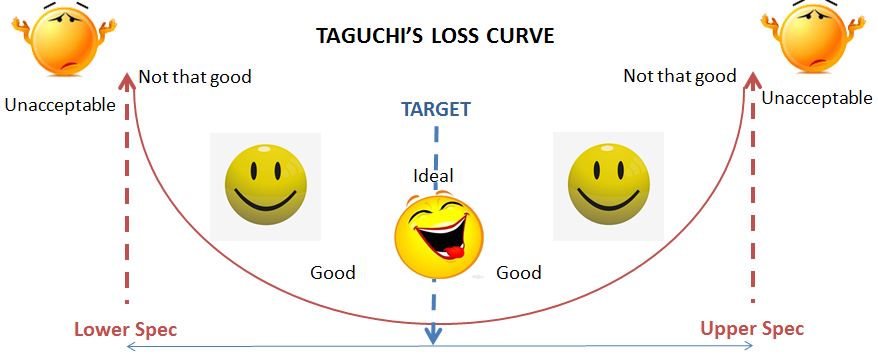
เส้นโค้งความเสียหายทางคุณภาพ (Quality loss curve )เป็นสัดส่วนที่ขึ้นกับ ค่ากำลังสองของระยะห่างจากค่าเป้าหมาย
บทสรุป
ในช่วงเริ่มต้นของการเปลี่ยนแปลงในอุตสาหกรรม เริ่มต้นจากการใช้ฝีมือแรงงานที่ทำการประกอบชิ้นส่วนกันอย่างระมัดระวัง แต่ในยุคการผลิตแบบเชิงมวล ( Mass production) เนื่องจากข้อจำกัดด้านเวลา ความซับซ้อนของผลิตภัณฑ์ และ จำนวนชิ้นส่วนย่อยที่ประกอบกันจึงทำให้ไม่สามารถใช้แรงงานฝีมือต่อไปได้
ในบทความนี้ ค่าดัชนี Cpm จะถูกนำมาใช้เพื่อหลีกเลี่ยงการไม่สามารถประกอบกันได้ของชิ้นส่วนย่อยต่างๆ ไม่เฉพาะเพียงเรื่องขนาดของชิ้นส่วนเท่านั้นแต่ค่าคุณสมบัติอื่นๆที่สะท้อนผลกระทบที่จะส่งถึงผลิตภัณฑ์สุดท้ายก็สามารถใช้ดัชนีได้
บทความต้นฉบับ : http://blog.minitab.com/blog/applying-statistics-in-quality-projects/how-could-you-benefit-from-the-cpm-capability-index
เนื้อหาบทความโดยบริษัท Minitab Inc. ประเทศสหรัฐอเมริกา
แปลและเรียบเรียงโดยสุวดี นําพาเจริญ และ ชลทิขา จํารัสพร, บริษัท โซลูชั่น เซ็นเตอร์ จํากัด webadmin@solutioncenterminitab.com
บทความนี้เกิดจากการเขียนและส่งขึ้นมาสู่ระบบแบบอัตโนมัติ สมาคมฯไม่รับผิดชอบต่อบทความหรือข้อความใดๆ ทั้งสิ้น เพราะไม่สามารถระบุได้ว่าเป็นความจริงหรือไม่ ผู้อ่านจึงควรใช้วิจารณญาณในการกลั่นกรอง และหากท่านพบเห็นข้อความใดที่ขัดต่อกฎหมายและศีลธรรม หรือทำให้เกิดความเสียหาย หรือละเมิดสิทธิใดๆ กรุณาแจ้งมาที่ ht.ro.apt@ecivres-bew เพื่อทีมงานจะได้ดำเนินการลบออกจากระบบในทันที
