การตรวจสอบความถูกต้องของกระบวนการเป็นกุญแจสำคัญที่ทำให้บริษัทผลิตยาและชีววัตถุสำหรับมนุษย์และสัตว์ สืบเนื่องตามคำแนะนำองค์กรอาหารและยาของสหรัฐอเมริกา ซึ่งตีพิมพ์โดยกระทรวงสาธารณสุข
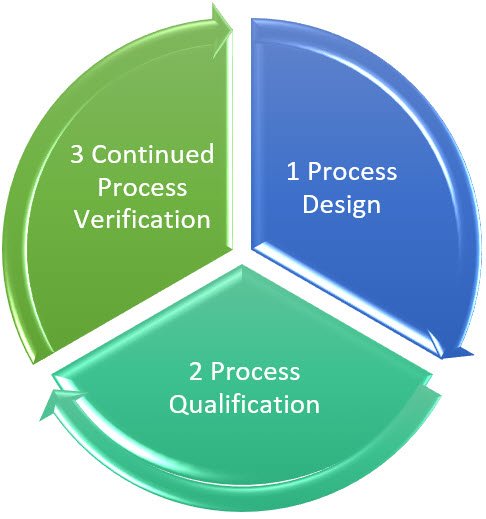
ในบทความล่าสุดได้กล่าวถึงเครื่องมือในขั้นตอนการออกแบบกระบวนการไว้แล้ว ในบทความนี้จะพูดถึงขั้นตอนที่สอง คือ การตรวจรับรองกระบวนการ (Process Qualification)
ในขั้นตอนนี้ เมื่อการออกแบบกระบวนการได้ถูกประเมินแล้วว่ามีความสามารถในการผลิตในเชิงการค้าได้ ขั้นตอนที่สองจะต้องดำเนินการให้สำเร็จก่อนที่จะมีการจัดจำหน่ายผลิตภัณฑ์ออกไปในเชิงการค้า
ตัวอย่างเช่น การประเมินเกณฑ์การยอมรับด้วยการวิเคราะห์ความสามารถ (Example: Evaluate Acceptance Criteria with Capability Analysis)
สมมติว่าตัวยาที่ออกฤทธิ์ในยาคลายเครียด (tranquilizer) ต้องมีปริมาณอยู่ระหว่าง 360 ถึง 370 mg/mL และคุณต้องการประเมินระดับคุณภาพด้วยการกำหนดเกณฑ์ไว้ว่าค่า Cpk ควรได้อย่างน้อยเท่ากับ 1.33 ในการประเมินประสิทธิภาพของกระบวนการด้วยการดูค่าวัดเทียบกับข้อกำหนดเฉพาะ ซึ่งในการวิเคราะห์ความสามารถจะใช้โปรแกรม Minitab
ทำการสุ่มเลือกยาจำนวน 50 แบช และในแต่ละแบชเลือกสิ่งตัวอย่างจำนวน 5 ตัวอย่าง จากนั้นทำการวัดตัวยาที่ออกฤทธิ์ในสิ่งตัวอย่าง ทำการวิเคราะห์ข้อมูลโดยเทียบเคียงว่ามีค่าระหว่าง 360 ถึง 370 mg/mL
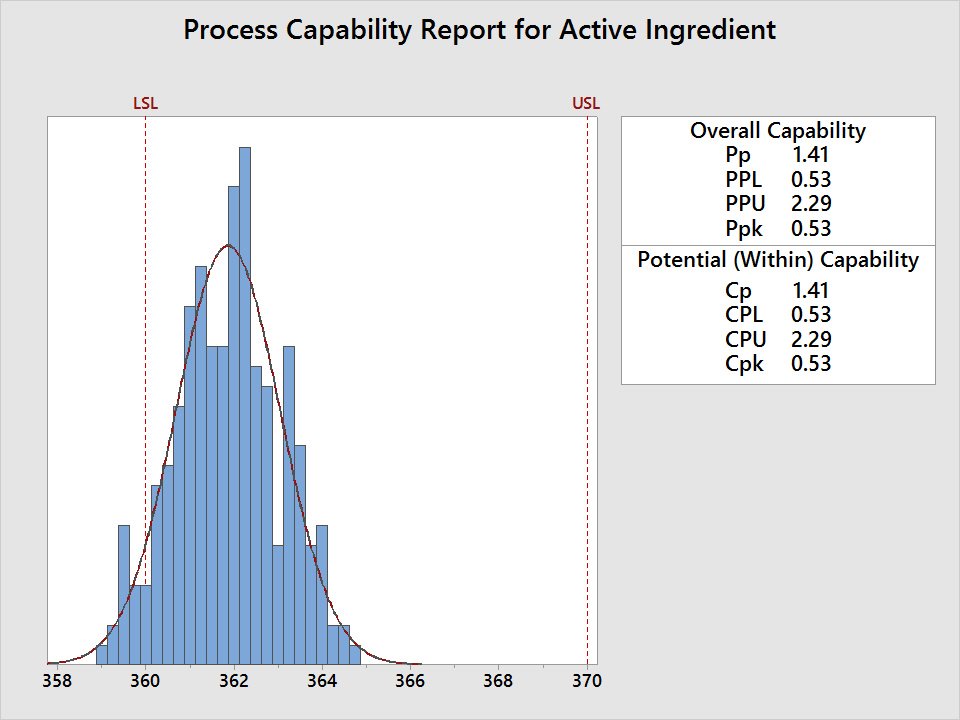
ผลการวิเคราะห์ความสามารถของกระบวนการพบค่า Cpk เท่ากับ 0.53 ซึ่งไม่ผ่านเกณฑ์การยอมรับ 1.33 ปริมาณตัวยาที่ออกฤทธิ์ในการคลายเครียดไม่ผ่านตามเกณฑ์ แล้วเราจะทำการปรับปรุงได้อย่างไร
ค่า Cp ที่ได้คือ 1.41และจากกราฟจะเห็นได้ว่า ความผันแปรนั้นอยู่ในเกณฑ์ที่ยอมรับได้เพราะอยู่ในช่วงของข้อกำหนดเฉพาะ ส่วนค่าเฉลี่ยของกระบวนการควรต้องปรับให้มีค่ามากขึ้นเพื่อทำให้ได้ค่า Cpk เป็นไปตามเกณฑ์
ตัวอย่าง: การวิเคราะห์ความผันแปรที่เกิดขึ้นระหว่างแบช (Example: Conduct Variation Analysis across Batches)
สมมติว่าเราต้องการประเมินความสม่ำเสมอ (uniformity) ซึ่งเป็นคุณสมบัติเชิงคุณภาพที่สำคัญ ด้วยการเลือกมา 3 แบช จาก 10 แหล่ง เพื่อทำการตรวจสอบความผันแปรภายในแบชเดียวกัน และความผันแปรที่แบชต่างกัน โดยเราจะใช้ boxplots เพื่อดูความผันแปรในแต่ละแบช
Boxplot สามารถช่วยเราให้เห็นภาพได้ชัดเจนขึ้นในการประเมินความผันแปรทั้งภายในแบชเดียวกันและระหว่างแบช รวมทั้งยังเห็นด้วยว่ามี outlier เกิดขึ้นหรือไม่ โดย Minitab จะแสดง outlier ด้วยการกำกับสัญลักษณ์ (*) ไว้ในแผนภาพ
จากผลลัพธ์แผนภาพที่แสดงจะเห็นการกระจายภายในแบชเดียวกันและระหว่างแบชซึ่งแสดงความเป็นเนื้อเดียวกัน (homogeneous) คือมีความสม่ำเสมอในแบชเดียวกันและระหว่างแบช รวมทั้งไม่มี outlier เกิดขึ้น
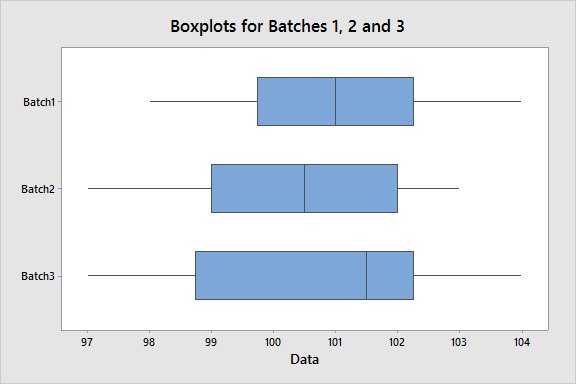
ถึงแม้ว่า Boxplot เป็นเครื่องมือที่มีประโยชน์อย่างมากในการใช้ประเมินด้วยตาเปล่า ซึ่งถ้าต้องการประเมินเชิงสถิติจะต้องมีการทดสอบความมีนัยสำคัญเพื่อดูว่าความแปรปรวนเท่ากันหรือไม่ และจากการทดสอบพบว่าค่า p-value มีค่ามากกว่าระดับนัยสำคัญ 0.05 (หรือค่าตัวเลขอื่นๆตามที่ต้องการ) ซึ่งเป็นไปในทางเดียวกันกับผลที่แสดงใน boxplot ว่ามีความสม่ำเสมอในระหว่างแบช
ตัวอย่าง การประยุกต์ใช้ช่วงค่าเผื่อ (Example: Various Applications for Tolerance Intervals)
เครื่องมืออีกหนึ่งอย่างที่ใช้ในการตรวจรับรองกระบวนการคือการหาช่วงค่าเผื่อซึ่งสามารถนำไปใช้ได้ในงานหลายๆอย่าง ตัวอย่างเช่น ช่วงค่าเผื่อสามารถใช้ในการเปรียบเทียบกระบวนการกับข้อกำหนดเฉพาะ หาค่าผลลัพธ์ หรือสร้างเกณฑ์การยอมรับ
ในกรณีที่มีการกำหนดคุณลักษณะของผลิตภัณฑ์ไว้ ช่วงค่าเผื่อจะให้ค่าตัวเลขที่เป็นช่วงที่ครอบคลุมสัดส่วนของประชากร (เช่น 95%) ที่ระดับความเชื่อมั่นที่ต้องการ (เช่น 99%)
ตัวอย่างเช่น เราต้องการทราบปริมาณตัวยาที่ออกฤทธิ์ในกระบวนการผลิตเปรียบเทียบกับข้อกำหนดเฉพาะ จากการศึกษาการตอบสนองกับปริมาณ (dose-response study) ค่าขอบเขตของตัวยาออกฤทธิ์อยู่ระหว่าง 360 ถึง 370 mg/mL.

จากชุดข้อมูลดังกล่าว ผลการวิเคราะห์จาก Minitab เราพบว่าที่ความเชื่อมั่น 99% ใน 95% ของปริมาณตัวยามีค่าระหว่าง 362.272 ถึง 367.468 mg/mL จากขอบเขตของค่าที่ได้บ่งชี้ว่ากระบวนการนี้จะสามารถทำได้ตามข้อกำหนด (360 ถึง 370) เราจึงสรุปว่า ด้วยความเชื่อมั่นระดับสูงกระบวนการมีความผันแปรน้อยกว่าค่าที่อนุโลมไว้ในข้อกำหนดเฉพาะ
หรือบางครั้งเราต้องประเมินความสม่ำเสมอของตัวยา (content uniformity) โดยใช้ความเชื่อมั่น 99% ที่ครอบคลุม 99% ของทั้งหมด เราใช้ยา 30 เม็ดจากนั้นทำการหาช่วงค่าเผื่อ ซึ่งพบว่าด้วยความเชื่อมั่น 99% มียา 99% จากที่ทำการทดสอบมีความความสม่ำเสมอของตัวยาในช่วงที่กำหนด โดยการวิเคราะห์ด้วย Minitab
เหล่านี้เป็นตัวอย่างในการใช้เครื่องมือเพื่อช่วยในกาตรวจรับรองกระบวนการ และในบทความสุดท้ายจะเป็นเรื่อเกี่ยวกับขั้นตอนต่อไปในการตรวจสอบความถูกต้องของกระบวนการ
บทความต้นฉบับ : http://blog.minitab.com/blog/michelle-paret/statistical-tools-for-process-validation-stage-2-process-qualification
เนื้อหาบทความโดยบริษัท Minitab Inc. ประเทศสหรัฐอเมริกา
แปลและเรียบเรียงโดยสุวดี นําพาเจริญ และ ชลทิขา จํารัสพร, บริษัท โซลูชั่น เซ็นเตอร์ จํากัด webadmin@solutioncenterminitab.com
บทความนี้เกิดจากการเขียนและส่งขึ้นมาสู่ระบบแบบอัตโนมัติ สมาคมฯไม่รับผิดชอบต่อบทความหรือข้อความใดๆ ทั้งสิ้น เพราะไม่สามารถระบุได้ว่าเป็นความจริงหรือไม่ ผู้อ่านจึงควรใช้วิจารณญาณในการกลั่นกรอง และหากท่านพบเห็นข้อความใดที่ขัดต่อกฎหมายและศีลธรรม หรือทำให้เกิดความเสียหาย หรือละเมิดสิทธิใดๆ กรุณาแจ้งมาที่ ht.ro.apt@ecivres-bew เพื่อทีมงานจะได้ดำเนินการลบออกจากระบบในทันที
