บทความตอนที่ 1 ในชุดเดียวกัน เป็นเรื่องที่ผมทำการเปรียบเทียบ Six Sigma ว่าเหมือนเพชร เพราะเป็นสิ่งที่มีคุณค่าเหมือนกัน มีหลายด้าน (หลายมุม)และมีความคงทน ซึ่งในบทความนั้นได้ทำการสรุปเกี่ยวกับความหมายของ six sigma ในหลายๆมุมมอง ได้แก่ ปรัชญา เครื่องมือ ระเบียบวิธี และ ตัวชี้วัด ส่วนในบทความนี้จะเป็นการพูดถึงความหมายของความผันแปรระยะสั้นและระยะยาว ความผันแปรภายในและระหว่างกลุ่ม ที่มีความเกี่ยวข้องกับการแปลความหมายเรื่องสมรรถนะของกระบวนการ เพื่อให้ผู้ใช้งาน Six Sigma มีความเข้าใจเพิ่มขึ้น
ความผันแปรระยะสั้นและระยะยาว (Short/Long-Term Variation)
ความผันแปรระยะสั้นหรือความผันแปรภายในกลุ่ม (short-term or within-subgroup variation) มาจากข้อมูลที่เก็บภายในช่วงเวลาสั้นๆ ส่วนความผันแปรระยะยาวหรือความผันแปรรวมทั้งหมด (long-term or overall variation) มาจากข้อมูลที่เก็บภายในช่วยระยะเวลาที่นานขึ้น น่าจะเป็นการอธิบายความหมายอย่างสั้นๆของคำสองคำนี้ใช่หรือไม่ เรามาดูคำตอบกัน
มาเริ่มที่ความผันแปรภายในกลุ่ม เมื่อความผันแปรภายในกลุ่มมาจากความผันแปรของค่าวัดที่มาจากกลุ่มเดียวกัน ซึ่งเป็นความผันแปรที่มีอยู่ตามธรรมชาติหรือที่มีอยู่ในกระบวนการ ซึ่งเกิดในช่วงระยะเวลาสั้นๆ ความผันแปรภายในกลุ่มจะไม่ได้รับอิทธิพลให้เกิดการเปลี่ยนแปลงจากค่าปัจจัยตั้งต้นของกระบวนการ เช่น พนักงานที่แตกต่างกัน การเปลี่ยนค่าปัจจัยต่างๆของเครื่องจักร หรือการสึกหรอของเครื่องมือ เมื่อทำการประเมินกระบวนการโดยใช้ค่าความผันแปรภายในกลุ่ม จะเป็นการมุ่งหาคำตอบของคำถามที่ว่า “การผลิตในปัจจุบันของกระบวนการนี้สามารถทำได้ตามข้อกำหนดเฉพาะหรือไม่”
รูปที่ 1
จากรูปที่ 1 ฮีสโตแกรมเล็กๆ แสดงให้เห็นถึงความผันแปรภายในกลุ่ม และจากรูปจะเห็นว่ามีกลุ่มย่อยอยู่หลายกลุ่ม
ความผันแปรภายในกลุ่มย่อยแต่ละกลุ่ม จะใช้ค่าส่วนเบี่ยงเบนมาตรฐานของภายในกลุ่มมาเป็นตัวประมาณค่า ซึ่งใน Minitab จะแทนด้วย และคำนวณด้วยวิธีการดังนี้
ส่วนฮีสโตแกรมที่มีขนาดใหญ่ที่สุดในรูปที่ 1 จะเป็นตัวแทนของความผันแปรทั้งหมด ที่มาจากผลรวมของความผันแปรภายในกลุ่มย่อยๆและความผันแปรที่เกิดระหว่างกลุ่มย่อยทุกกลุ่มที่มาจากข้อมูลที่เก็บในช่วงระยะเวลาที่นานขึ้น ความผันแปรรวมทั้งหมดจะมาจากการเปลี่ยนแปลงสภาวะของกระบวนการผลิต เช่น การเปลี่ยนแปลงของอุณหภูมิ หรือการเปลี่ยนวัตถุดิบ ซึ่งกฎทั่วไปสำหรับความผันแปรรวมทั้งหมด คือ เมื่อเก็บข้อมูลในระยะเวลาที่นานขึ้นกว่าเดิม และในระยะเวลาที่นานพอจะสะท้อนให้เห็นความผันแปรของกระบวนการมากกว่า 80%
ความผันแปรรวมทั้งหมดจะใช้ค่าส่วนเบี่ยงเบนทั้งหมดเป็นตัวประมาณค่า ในขณะทำการประเมินกระบวนการทำงานโดยใช้ความผันแปรรวมทั้งหมด จะเป็นการมุ่งหาคำตอบของคำถามที่ว่า “การผลิตในระยะยาวของกระบวนการนี้สามารถทำได้ตามข้อกำหนดเฉพาะหรือไม่”
ในรูปที่ 2 แสดงข้อมูลที่มาจากผู้ผลิตเครื่องยนต์ที่ใช้กระบวนการตีขึ้นรูป (forging process) ในการผลิตแหวนลูกสูบ (piston ring)
วิศวกรต้องการประเมินความสามารถของกระบวนการ ในช่วงระยะเวลาสองสัปดาห์ผู้ผลิตทำการเก็บข้อมูลจำนวน 25 กลุ่มย่อย โดยแต่ละกลุ่มย่อยเก็บข้อมูลขนาดเส้นผ่าศูนย์กลางวงแหวนลูกสูบจำนวน 5 ชิ้น โดยข้อกำหนดเฉพาะของขนาดเส้นผ่าศูนย์กลางวงแหวนลูกสูบกำหนดไว้เท่ากับ 74.0 mm ± 0.05 mm
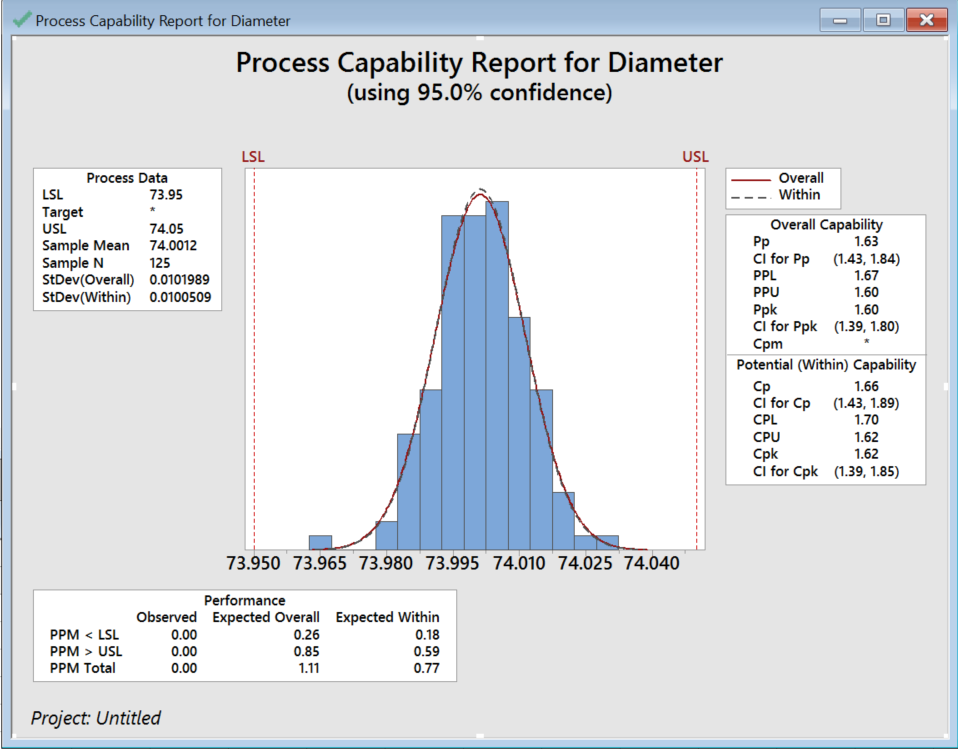
รูปที่ 2
ตัววัดความสามารถจะถูกแบ่งออกเป็น 2 กลุ่ม คือ ความสามารถแบบ potential (within) และ ความสามารถแบบ overall แต่ละตัวจะแสดงให้เห็นความสามารถของกระบวนการที่ไม่เหมือนกัน
ความสามารถแบบ potential จะเป็นตัวบ่งชี้กระบวนการของคุณว่าเป็นอย่างไร โดยในการวัดจะมองข้ามความแตกต่างระหว่างกลุ่มย่อยๆ และทำให้เห็นสมรรถนะที่แท้จริงของกระบวนการโดยไม่สนใจความแตกต่างที่อาจจะเกิดจากความแตกต่างของกะทำงานที่แตกต่างกัน ซึ่งตัวชี้วัดความสามารถแบบ potential นี้ได้แก่ค่า Cp, Cpu, Cpl และ Cpk
ความสามารถแบบ overall คือ สิ่งที่บ่งบอกถึงประสบการณ์ที่ลูกค้าจะได้รับเกี่ยวกับกระบวนการ ซึ่งเป็นตัวอธิบายความแตกต่างระหว่างกลุ่มย่อยทั้งหมด รวมถึงความเสถียรของกระบวนการที่อาจต้องการการปรับปรุงให้ดีขึ้น ถ้าค่า Cp, Cpk Pp และ Ppk มีค่าใกล้เคียงกัน หมายความว่า ค่าเฉลี่ยของกระบวนการนั้นอยู่ตรงกลางและความผันแปรของกระบวนการนั้นมีค่าน้อย
ความผันแปรระหว่าง/ภายใน กลุ่มย่อย (Between/Within Variation)
ความผันแปรระหว่างกลุ่มย่อย เกิดขึ้นจากความสัมพันธ์ที่เกิดระหว่างกลุ่มย่อย ถ้าในระหว่างกลุ่มนั้นมีความใกล้เคียงกันจะทำให้ความผันแปรระหว่างกลุ่มมีค่าน้อย หรือ อิทธิพลของกะเวลาทำงาน คนงาน หรือ เครื่องจักรที่แตกต่างกันมีค่าน้อย

รูปที่ 3
ความผันแปรภายในกลุ่ม คือ ความแตกต่างของสิ่งตัวอย่างแต่ละตัว ซึ่งในทางสถิติคือ ค่าความผันแปรแบบสุ่ม (random variation)ซึ่งมาจากสิ่งรบกวน (noise) หรือ ความคลาดเคลื่อนเชิงสถิติ (statistical error)
สิ่งตัวอย่างแต่ละตัวมีความเป็นอิสระต่อกัน และไม่มีอิทธิพลระหว่างกันในแต่ละตัว (เราจะเลือกสิ่งตัวอย่างที่มาจาก คนงานคนเดียวกัน แบชงานแบชเดียวกัน กะทำงานกะเดียวกัน) ในการปรับปรุงคุณภาพของกระบวนการด้วยการพยายามกำจัดความผันแปรระหว่างกลุ่มและลดความผันแปรภายในกลุ่ม
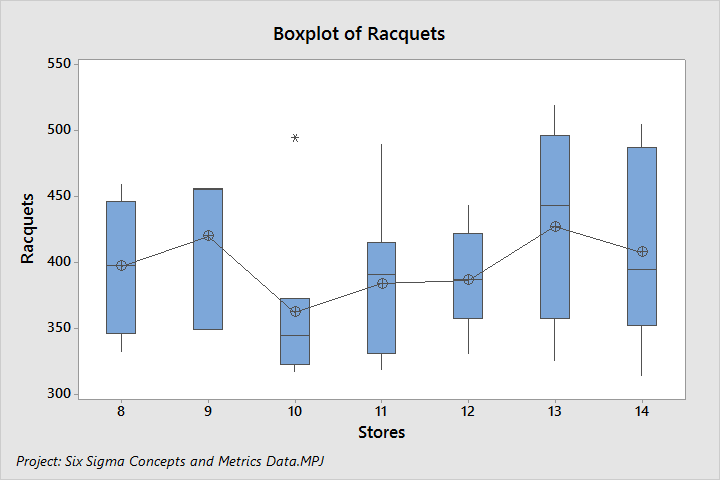
รูปที่ 4
รูปที่ 4 แสดงให้เห็นความผันแปรระหว่างและภายในกลุ่ม โดยรูปแสดงกราฟ boxplot ที่เป็นข้อมูลยอดขายไม้เทนนิสจากร้าน 7 สาขา ความยาวของแท่งสี่เหลี่ยมแต่ละแท่งแสดงให้เห็นถึงความผันแปรภายในกลุ่ม โดยสาขาที่มีความผันแปรภายในกลุ่มมากที่สุดคือ #13 และสาขาที่มีความผันแปรภายในกลุ่มน้อยที่สุด คือ #10 แต่มีข้อมูล Outlier อยู่ด้วย ดังนั้นจริงๆสาขาที่มีความผันแปรระหว่างกลุ่มน้อยที่สุด คือ #12
ความผันแปรระหว่างกลุ่ม ประเมินจากการเปรียบเทียบค่าเฉลี่ย (X-bar)ยอดขายของแต่ละสาขา ถ้าค่าเฉลี่ยมีค่าใกล้เคียงกัน ความผันแปรระหว่างกลุ่มที่ได้จะมีค่าน้อย
ในทางสถิติจะใช้วิธี ANOVA ในการเปรียบเทียบเมื่อมีกลุ่มย่อยมากกว่าเท่ากับ 3 กลุ่มขึ้นไปโดยมีวัตถุประสงค์เพื่อหาว่ากลุ่มย่อยนั้นแตกต่างอย่างมีนัยสำคัญทางสถิติหรือไม่ โดยทำการคำนวณค่า F โดยใช้ความผันแปรระหว่างและภายในกลุ่ม ถ้าความผันแปรนั้นโดยมากมาจากความผันแปรภายในกลุ่ม จะถือว่ากลุ่มย่อยแต่ละกลุ่มมีความเหมือนกันทางสถิติ ถ้าความแตกต่างโดยมากมาจากความแตกต่างระหว่างกลุ่ม จะถือว่ากลุ่มย่อยแต่ละกลุ่มแตกต่างกันทางสถิติ
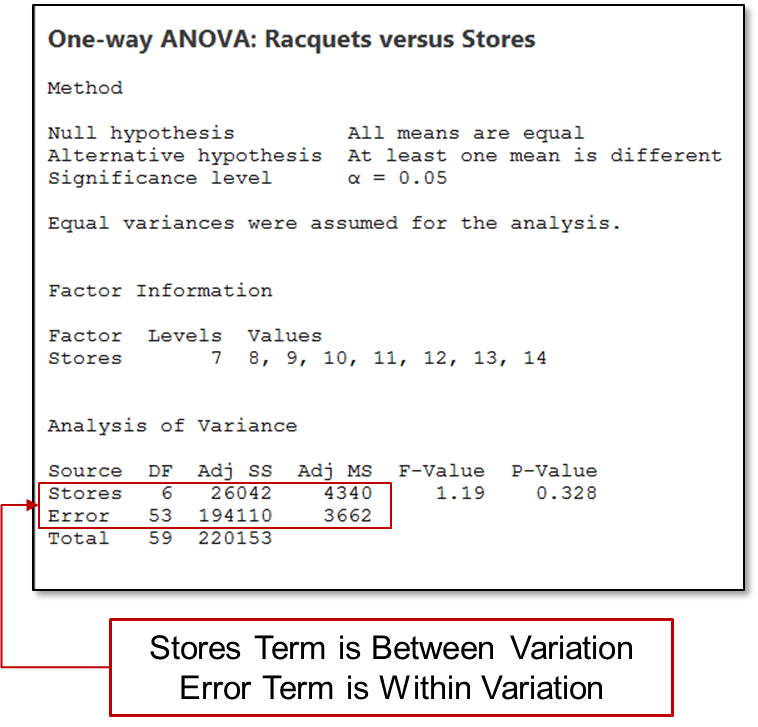
จากรูปที่ 5 คือ ตาราง ANOVA ที่ทำการวิเคราะห์ยอดขายไม้เทนนิสที่ได้จาก 7 สาขา โดย “Stores” คือ ความผันแปรระหว่างกลุ่ม
และ “Error” คือ ความผันแปรภายในกลุ่ม หลังจากหาค่า sum square และ mean square เพื่อนำไปคำนวณค่า F และ P-value โดยการแปลผลคือ เพราะค่า F ใกล้เคียงค่า 1 และ p-value มากกว่า 0.05 ทำให้สรุปได้ว่า ยอดขายของแต่ละสาขาไม่แตกต่างกันทางสถิติ
ในการปรับปรุงคุณภาพคุณควรทำความเข้าใจก่อนว่า ความผันแปรระยะสั้นและระยะยาว รวมถึง ความผันแปรระหว่างและภายในกลุ่มคืออะไร แตกต่างกันอย่างไร โดยจะทำให้คุณเข้าใจสมรรถนะของกระบวนการของคุณให้ดีขึ้นด้วย
บทความต้นฉบับ : https://blog.minitab.com/blog/quality-business/six-sigma-concepts-and-metrics-part-2-of-2
เนื้อหาบทความโดยบริษัท Minitab Inc. ประเทศสหรัฐอเมริกา
แปลและเรียบเรียงโดยสุวดี นําพาเจริญ และ ชลทิขา จํารัสพร, บริษัท โซลูชั่น เซ็นเตอร์ จํากัด webadmin@solutioncenterminitab.com
บทความนี้เกิดจากการเขียนและส่งขึ้นมาสู่ระบบแบบอัตโนมัติ สมาคมฯไม่รับผิดชอบต่อบทความหรือข้อความใดๆ ทั้งสิ้น เพราะไม่สามารถระบุได้ว่าเป็นความจริงหรือไม่ ผู้อ่านจึงควรใช้วิจารณญาณในการกลั่นกรอง และหากท่านพบเห็นข้อความใดที่ขัดต่อกฎหมายและศีลธรรม หรือทำให้เกิดความเสียหาย หรือละเมิดสิทธิใดๆ กรุณาแจ้งมาที่ ht.ro.apt@ecivres-bew เพื่อทีมงานจะได้ดำเนินการลบออกจากระบบในทันที
