1.2 ประโยชน์ของโลหะวิทยาในภาคอุตสาหกรรม
1.2 ประโยชน์ของโลหะวิทยาในภาคอุตสาหกรรม
ความรู้ที่ได้จากการศึกษาโลหะวิทยา สามารถนำมาแก้ปัญหาที่เกิดขึ้นในชิ้นงาน ในภาคอุตสาหกรรมได้ กรณีศึกษาตัวอย่างต่อไปนี้เป็นแนวทางส่วนหนึ่งที่สามารถนำไปประยุกต์ใช้ในแวดวงอุตสาหกรรมได้ อันได้แก่
กรณีศึกษาที่ 1
ปัญหา: เฟือง (Gear) ทำหน้าที่ส่งกำลังในเครื่องจักรกล เครื่องจักรบางเครื่องต้องทำงานอย่างต่อเนื่อง เดินเครื่องเป็นเวลายาวนาน ทำให้การหมุนของเฟืองจะถูกแรงกระทำอย่างต่อเนื่องตลอดเวลา และหมุนขบกันอย่างรวดเร็วนานวันไปก็จะเกิดการสึกหรอ
รูปฟันเฟืองที่มีรอยบิ่น
แนะนำเพื่อให้อ่านได้ต่อเนื่องให้ คลิกขวาเลือก Open link in new window
รูปฟันเฟืองตรง
รูปเฟืองแตกเสียหาย
เมื่อมีการใช้งานที่หนัก วัสดุที่นำมาใช้ทำฟันเฟืองต้องมีความสามารถทนทานต่อการสึกหรอ (Wear) ถ้าสามารถหาวัสดุแข็งที่ทนการสึกหรอมาทำเฟืองได้แต่ก็เกิดปัญหาที่ว่าวัสดุแข็งจะเกิด การเปราะ (Brittle) ขึ้น และเมื่อใช้งานไปนาน ๆ และมีแรงกระทำซ้ำ ๆ กันเกิดขึ้น ก็จะเกิด รอยร้าว (Crack) ขึ้นเล็ก ๆ ที่เฟือง
รูปการทำให้แข็งที่นำมาใช้กับเฟือง
รูปผลที่ได้จากการทำให้แข็งที่ฟันเฟืองทำให้ตรงฟันเฟืองแข็งแกร่งขึ้น แต่ตัวเฟืองยังสามารถยืดหยุ่นได้เหมือนเดิม
วิธีแก้ปัญหา: แก้ปัญหาให้นำกระบวนการทางโลหะวิทยามาใช้ที่เราเรียกกันว่า การทำให้แข็ง (Hardening) เมื่อโลหะที่ทำเฟืองผ่านกระบวนการนี้แล้ว เฟืองจะมีความแข็งที่ผิวโลหะในส่วนที่มีการขบกัน การทำด้วยกระบวนการนี้ตัวเฟืองจะยังคงความเหนียวเอาไว้ ส่วนบริเวณฟันเฟืองจะเกิดความแข็งแกร่งขึ้น (สามารถใช้งานได้โดยไม่เกิดการเปราะของโลหะ)
วิดีโอแอนิเมทชั่นแสดงการทำงานขบกันของเฟืองฟันตรง
วิดีโอการขบกันของเฟืองตรงที่อาจก่อให้เกิดการบิ่น หรือร้าวได้ถ้าไม่ผ่านกระบวนการทางโลหะวิทยา
กรณีศึกษาที่ 2
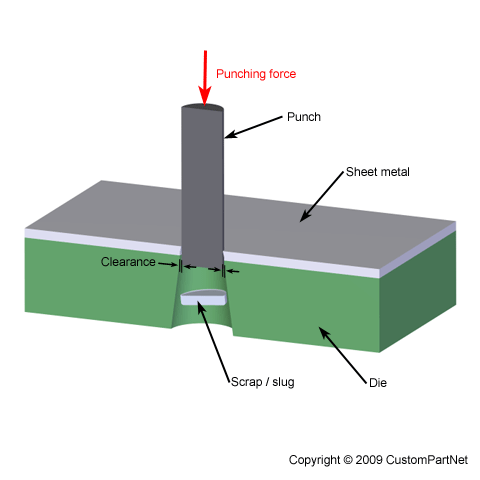
ปัญหา: งานปั๊ม (Punching) เจาะรู ชิ้นงานเล็ก ๆ ที่เรียงติดกันจะเกิดปัญหาขึ้น
รูปการปั๊มขึ้นรูป อาจเกิดความเค้นภายในจนแผ่นโลหะบิดตัวได้ ต้องแก้ปัญหาด้วยการอบอ่อน (Annealing)
รูปแสดงเครื่องปั๊มโลหะแผ่น
รูปแสดงการปั๊มเจาะรู
วิดีโอเครื่องปั๊มรูโลหะ CNC
ระยะช่องว่างระหว่างรูควรจะมีไม่น้อยกว่า ± 0.025 มิลลิเมตร เมื่อนำแผ่นโลหะมาเจาะรูอาจเกิดปัญหาของการบิดตัวของแผ่นโลหะมันอาจเกิดขึ้นทันที หรือเกิดขึ้นมาในภายหลังการใช้งาน ขึ้นอยู่กับสภาพของการนำไปใช้งาน การบิดเบี้ยวตัวของแผ่นโลหะสาเหตุหลักอาจเนื่องมาจากความเสียดทานระหว่างตัวเจาะ และแม่พิมพ์ (Die) ด้านล่าง
รูปตัวอย่างชิ้นงานที่กำลังทำการอบอ่อน
วิธีแก้ปัญหา: การแก้ปัญหาโดยใช้กระบวนการทางโลหะวิทยาที่เรียกกันว่า กระบวนการอบอ่อน (Process Annealing) กระบวนการอบอ่อนนี้เป็นวิธีการรักษาความร้อนในตัวโลหะแล้วให้ค่อย ๆ เย็นตัวลงอย่างช้า ๆ ในเตาอบ หรือเตาหลอม เพื่อให้โลหะค่อย ๆ ผ่อนคลายความเครียดภายในตัวของมันเอง วัตถุประสงค์เพื่อให้เกิดความเค้นภายในลดลง ในกรณีศึกษานี้แผ่นโลหะที่จะใช้ในงานปั๊มเจาะรู จะถูกนำไปเข้าสู่กระบวนการอบอ่อนเมื่อผ่านกระบวนการนี้แล้ว การบิดตัวของโลหะแผ่นจะมีน้อยลง หรือไม่เกิดขึ้นเลย จากนั้นแล้วถึงจะส่งชิ้นงานไปสู่กระบวนการต่อไป
กรณีศึกษาที่ 3
ปัญหา: วัสดุมีดกลึงตัดโลหะ ที่นำไปใช้ในงานหนัก ขณะที่มันยังมีความคม มันจะสามารถตัดโลหะได้ผิวโลหะที่สะอาด และมีความละเอียดที่พื้นผิว เมื่อใช้งานไประยะเวลาหนึ่ง มีดกลึงจะหมดความคม และจะเกิดการสึกหรอไปอย่างรวดเร็ว ทำให้การตัดกลึงโลหะจะไม่ดีผิวงานไม่สวย งานเสียได้ง่าย
รูปมีดกลึงที่ติดตั้งอยู่ในป้อมมีดของเครื่องกลึง
รูปมีดกลึงแบบต่าง ๆ ที่ใช้ในเครื่องกลึง
รูปมีดกลึงเมื่อใช้งานไปนาน ๆ จะเกิดความสึกหรอ วัสดุที่ทำมีดต้องนำเข้าสู่กระบวนการอบคืนตัว
รูปมีดกลึงที่ประกอบกับเครื่องกลึงกำลังทำงาน
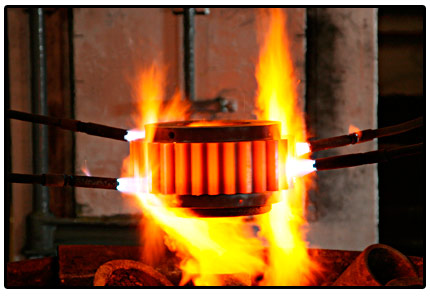
รูปการทำการอบคืนตัวในเตาแบบเหนี่ยวนำไฟฟ้า
วิธีแก้ปัญหา: นำความรู้ทางโลหะวิทยามาใช้แก้ปัญหาอีกครั้งหนึ่ง โดยการทำให้มีดกลึงผ่านกระบวนการที่เรียกกว่า การอบคืนตัว (Tempering) จะทำให้มีดกลึงสามารถทำงานได้ดียิ่งขึ้น ทนทานยิ่งขึ้น สึกหรอได้ยากขึ้น
การอบคืนตัว คือ การนำชิ้นงานโลหะมาให้ความร้อนอีกครั้งหนึ่งเพื่อทำให้โลหะเกิดการอ่อนตัวลงเล็กน้อย กระบวนการนี้จะทำให้โลหะมีความผ่อนคลายทางด้านความเค้น, มีความผ่อนคลายทางด้านการเสียรูป และมีความผ่อนคลายเพื่อลดรอยแตกร้าว
กรณีศึกษาที่ 4
ปัญหา: ใบมีดตัดกระดาษ ที่มีความคมเหมือนมีดโกน ในการติดตั้งต้องแน่นหนา และให้แข็งแรงเพื่อใช้ในงานตัดกระดาษ ปัญหาเกิดขึ้นก็คือเมื่อใบมีดไม่คอยคม มีรอยบิ่น การตัดกระดาษจะไม่เรียบเป็นขุย
รูปใบมีดตัดกระดาษที่ปลายคมเหมือนมีดโกน
รูปใบมีดตัดกระดาษ
วิธีแก้ปัญหา: ได้ค้นพบกระบวนการทางโลหะวิทยาที่เรียกว่า การชุบแข็ง (Quenching) ก็คือการนำเอาวัสดุมีดที่ร้อนที่อยู่ในเตาอบเมื่อถึงอุณหภูมิหนึ่งนำไปจุ่มกับของไหล เช่น น้ำ, น้ำมัน, อากาศ หรืออื่น ๆ จะให้โครงสร้างมีดมีการเปลี่ยนแปลง เพื่อทำให้ใบมีดสามารถใช้งานหนักได้ และมีความแข็งแกร่งขึ้นมาก ถึงอย่างไรก็ตามการชุบแข็งในน้ำ ถ้าเป็นมีดตัดกระดาษที่มีความบางเกินไป เมื่อชุบแข็งแล้วจะเกิดการบิดตัวของมีด ถ้าเป็นเช่นนี้ก็จะทำ การชุบแข็งด้วยอากาศ (Air quenching) จะนำมาแทนการชุบแข็งด้วยน้ำ วัสดุที่ใช้ทำมีดจะเป็นเหล็กกล้าผสมเครื่องมือที่สูงกว่า แล้วทำการชุบแข็ง จะทำให้มีดที่ได้จะทำให้มีความคมนานขึ้น และบิ่นได้ยากมากขึ้น
รูปการนำวัสดุนำไปชุบแข็งในรูปเป็นการชุบแข็งด้วยน้ำมัน
วิดีโอแสดงการชุบแข็งด้วยน้ำมันของชิ้นส่วนเครื่องกล
วิดีโอการทดลองการปรับสภาพทางความร้อนของโลหะส่วนรายละเอียดจะกล่าวในภายหลัง
ข้อคิดดี ๆ ที่นำมาฝาก
เส้นบางๆที่คั่นระหว่างความเป็นไปได้และความเป็นไปไม่ได้คือการตัดสินใจของเรา
บทความนี้เกิดจากการเขียนและส่งขึ้นมาสู่ระบบแบบอัตโนมัติ สมาคมฯไม่รับผิดชอบต่อบทความหรือข้อความใดๆ ทั้งสิ้น เพราะไม่สามารถระบุได้ว่าเป็นความจริงหรือไม่ ผู้อ่านจึงควรใช้วิจารณญาณในการกลั่นกรอง และหากท่านพบเห็นข้อความใดที่ขัดต่อกฎหมายและศีลธรรม หรือทำให้เกิดความเสียหาย หรือละเมิดสิทธิใดๆ กรุณาแจ้งมาที่ ht.ro.apt@ecivres-bew เพื่อทีมงานจะได้ดำเนินการลบออกจากระบบในทันที
- ตอนที่ 1 : บทที่ 1 การนำทฤษฏีโลหะไปใช้งาน
- ตอนที่ 2 : 1.2 ประโยชน์ของโลหะวิทยาในภาคอุตสาหกรรม
- ตอนที่ 3 : 1.3 ผู้ที่เหมาะจะนำไปใช้ กับสิ่งที่พบในหนังสือเล่มนี้ (จบบทที่ 1)
- ตอนที่ 4 : บทที่ 2 พื้นฐานเคมีในโลหะวิทยา 2.1-2.3
- ตอนที่ 5 : 2.4 โมเลกุล ,เกรน และผลึก, สารประกอบ
- ตอนที่ 6 : 2.7 ของผสม, สารละลาย และชนิดของสารละลาย
- ตอนที่ 7 : สารละลายของแข็ง (จบบทที่ 2)
- ตอนที่ 8 : ภาค 2 คุณสมบัติของโลหะ / บทที่ 3 ความแข็ง
- ตอนที่ 9 : 9 3.4 หน่วยของความแข็ง, 3.5 วิธีการทดสอบความแข็ง, 3.6 กรรมวิธีทดสอบความแข็งแบบบริเนล
- ตอนที่ 10 : 10 3.6.1 ขั้นตอนการทดสอบความแข็งแบบบริเนล
- ตอนที่ 11 : 11 การทดสอบความแข็งแบบวิคเกอร์
- ตอนที่ 12 : 12 3.8 การทดสอบความแข็งแบบคนูบ
- ตอนที่ 13 : 13 3.9 วิธีการทดสอบความแข็งแบบร็อคเวล
- ตอนที่ 14 : 14. การแบ่งสเกลร็อคเวล
- ตอนที่ 15 : 15. 3.10 วิธีการทดสอบความแข็งแบบร็อคเวลอย่างคร่าว ๆ
- ตอนที่ 16 : 17 3.11 วิธีการทดสอบความแข็งแบบชอร์ เชโรสโคป และแบบโซโนเดอร์
- ตอนที่ 17 : 3.13 การทดสอบความแข็งแบบโมห์สเกล และตะไบ
- ตอนที่ 18 : 18 การเปรียบเทียบค่าความแข็ง (จบบทที่ 3)
- ตอนที่ 19 : บทที่ 4 คุณสมบัติโลหะ
- ตอนที่ 20 : 20 ความแข็งแกร่ง ,ความเค้น
- ตอนที่ 21 : 21 ความแข็งแกร่งต่อการดึง, การอัด, การเฉือน
- ตอนที่ 22 : 22 ความแข็งแกร่งต่อการบิด, การโค้งงอ
- ตอนที่ 23 : ความทนทานต่อการล้าตัว และการกระแทก
- ตอนที่ 24 : 24 คุณสมบัติที่สัมพันธ์กันระหว่างความเค้น /ความเครียด
- ตอนที่ 25 : 25 โมดูลัสความยืดหยุ่น
- ตอนที่ 26 : 26 ขอบเขตความยืดหยุ่น, การคืบคลาน และอัตราส่วนพอยส์สัน
- ตอนที่ 27 : 27 คุณสมบัติทางเคมี และคุณสมบัติทางไฟฟ้า
- ตอนที่ 28 : 28 คุณสมบัติทางแม่เหล็ก และทางความร้อน
- ตอนที่ 29 : 29 จุดหลอมเหลว, ความจุความร้อน และความร้อนจำเพาะ
- ตอนที่ 30 : 30 คุณสมบัติอื่น ๆ ของวัสดุ(จบบทที่ 4)
- ตอนที่ 31 : 31 บทที่ 5 เหล็กกล้า
- ตอนที่ 32 : 32 ธาตุต่าง ๆ ที่นำมาผสมในเหล็ก, ชนิดของเหล็กกล้า
- ตอนที่ 33 : 33 เหล็กกล้าคาร์บอน
- ตอนที่ 34 : 34 เหล็กกล้าผสม
- ตอนที่ 35 : 35 เหล็กกล้าโครงสร้าง, เหล็กกล้ามาราจิง, เหล็กกล้าเครื่องมือ
- ตอนที่ 36 : 36 เหล็กกล้าไร้สนิม, เหล็กกล้าสปริง,เหล็กกล้าผสมพิเศษ
- ตอนที่ 37 : 37 เหล็กหล่อ
- ตอนที่ 38 : 38 เหล็กหล่อสีขาว, เหล็กหล่อมัลลีเบิล, เหล็กหล่อเหนียว, เหล็กบริสุทธิ์ (จบบทที่ 5)
- ตอนที่ 39 : 39 บทที่ 6 การถลุงเหล็ก
- ตอนที่ 40 : 40 ชนิดของแร่เหล็ก, กระบวนการจัดการแร่เหล็ก
- ตอนที่ 41 : 41 เตาบลาสต์
- ตอนที่ 42 : 42 การผลิตเหล็กกล้าด้วย เตาออกซิเจนพื้นฐาน
- ตอนที่ 43 : 43 เตาอาร์คไฟฟ้า
- ตอนที่ 44 : 44 เตาโอเพนฮาร์ท
- ตอนที่ 45 : 45 การทำเหล็กอินก็อท
- ตอนที่ 46 : 46 โรงรีดเหล็ก
- ตอนที่ 47 : 47 การจัดวางลูกรีด
- ตอนที่ 48 : 48 รีดเหล็กเป็นแผ่นแบน แท่ง และท่อนกลม กับการผลิตต่อเนื่อง
- ตอนที่ 49 : 49 การผลิตเหล็กหล่อด้วยเตาคิวโพล่า
- ตอนที่ 50 : 50 เตาเหนี่ยวนำไฟฟ้า และการควบคุมมลภาวะ (จบบทที่ 6)
- ตอนที่ 51 : 51 บทที่ 7 โครงสร้างผลึก
- ตอนที่ 52 : 52 สเปซแลตทิซแบบบีซีซี, เอฟซีซี
- ตอนที่ 53 : 53 สเปซแลตทีซ ซีพีเฮช, บีซีที, โครงสร้างสเปซแลตทีซในเหล็ก
- ตอนที่ 54 : 54อุณหภูมิเปลี่ยนรูป, การเติบโตของผลึก
- ตอนที่ 55 : 55 ขนาดเกรนกับช่วงเวลาทำความเย็น (จบบทที่ 7)
- ตอนที่ 56 : 56 บทที่ 8 การพัง และการเสียรูปของโลหะ
- ตอนที่ 57 : 57 โลหะเหนียว พังแบบถูกเฉือน
- ตอนที่ 58 : 58 ผลของขนาดผลึก และการเพิ่มความแข็งในงาน (จบบทที่ 8)
- ตอนที่ 59 : 59 บทที่ 9 แผนผังเหล็กคาร์บอน
- ตอนที่ 60 : 60 เฟสไดอะแกรมของเหล็ก-คาร์บอน
- ตอนที่ 61 : 61 การใช้ และการอ่านเฟสไดอะแกรมเหล็กกล้า-คาร์บอน
- ตอนที่ 62 : 62 การเปลี่ยนแปลงไปสู่มาเทนไซต์ ,โครงสร้างเหล็กกล้าในบริเวณต่าง ๆ
- ตอนที่ 63 : 63 บริเวณเปลี่ยนรูป, อุณหภูมิเปลี่ยนแปลงกับคุณสมบัติทางกล, ปรับปรุงความแข็งให้ดีขึ้น (จบบทที่ 9)
- ตอนที่ 64 : 64 บทที่ 10 การวิเคราะห์โครงสร้างจุลภาค
- ตอนที่ 65 : 65 โครงสร้าง มาเทนไซต์, ออสเตนไนต์ และโครงสร้างผสม
- ตอนที่ 66 : 66 การเตรียมชิ้นงานก่อนส่องกล้องจุลทรรศน์ (จบบทที่ 10)
- ตอนที่ 67 : 67 บทที่ 11 การปรับสภาพทางความร้อน และการชุบแข็ง
- ตอนที่ 68 : 68 เทคนิคและ สารตัวกลางชุบแข็ง
- ตอนที่ 69 : 69 อุณหภูมิสารตัวกลาง, เทคนิคการชุบแข็ง (จบบทที่ 11)
- ตอนที่ 70 : 70 บทที่ 12 การอบอ่อน และการอบปกติ
- ตอนที่ 71 : 71 ตอบคำถามจากอีเมล์, ผลที่ได้จากการอบ, การอบอ่อนเต็ม
- ตอนที่ 72 : 72 การอบอ่อนหลังการขึ้นรูปเย็น, การเปลี่ยนเป็นคาร์ไบต์เม็ดกลม, การอบปกติ (จบบทที่ 12)
- ตอนที่ 73 : 73 บทที่ 13 ผังไดอะแกรมการเปลี่ยนแปลงแบบอุณหภูมิคงที่
- ตอนที่ 74 : 74 เส้นอุณหภูมิเวลา, การนำไปใช้ และอาณาบริเวนในแผนภาพไอที
- ตอนที่ 75 : 75 อาณาบริเวณต่าง ๆ ในแผนภาพไอที
- ตอนที่ 76 : 76 การใช้แผนภาพไอทีเพื่อระบุเหล็กกล้า
- ตอนที่ 77 : 77 แผนภาพไอทีทางอุตสาหกรรม, การเปรียบเทียบแผนภาพไอทีอุตสาหกรรม
- ตอนที่ 78 : 78 การคิดค่าความแข็งจากแผนภาพ, การพล็อตแผนภาพ
- ตอนที่ 79 : 79 ตอบคุณ Ekakrat Gmail, การเปรียบเทียบแผนภาพการเปลี่ยนแปลงอุณหภูมิคงที่
- ตอนที่ 80 : 81 ตัวอย่างเปรียบเทียบแผนภาพการเปลี่ยนแปลงอุณหภูมิคงที่ (จบบทที่ 13)
- ตอนที่ 81 : 80 บทที่ 14 การอบคืนตัว / ความจริงของการศึกษาไทย
- ตอนที่ 82 : 82 กลไกการอบคืนตัว, คำถามก่อนทำการอบคืนตัว
- ตอนที่ 83 : 83 ประเภทการอบคืนตัว
- ตอนที่ 84 : 84 ออสเทมเปอร์ริ่ง , การชุบแข็ง และการอบคืนตัวความร้อนคงที่ (จบบทที่ 14)
- ตอนที่ 85 : 85 บทที่ 15 การชุบผิวแข็ง
- ตอนที่ 86 : 86 การชุบผิวแข็งเครื่องมือ เครื่องกล และวิธีการพื้นฐาน
- ตอนที่ 87 : 87 กระบวนการชุบผิวแข็ง

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}