เธเธเนเธกเนเนเธเนเธเธงเธฒเธกเธเธดเธเธเธตเนเธเธตเธเธฑเธเนเธเธเธฒเธฃเนเธเนเธเนเธฒเธชเธเธดเธเธดเนเธเธตเธขเธเธเธฑเธงเนเธเธตเธขเธงเนเธเธทเนเธญเธเธณเธเธฒเธฃเธชเธฃเธธเธเนเธเธตเนเธขเธงเธเธฑเธเธเธฃเธฐเธเธงเธเธเธฒเธฃเธเธญเธเธเธธเธ เธเนเธฒเธเธธเธเนเธฅเธทเธญเธเธเธตเนเธเธฐเธเธณเนเธเธเธเธฑเนเธเธญเธฒเธเธเธณเนเธซเนเธเธธเธเธเธเธฅเธเนเธเนเธเธ เธฒเธเธฅเธงเธเธเธฒ “เนเธเนเธเธเธฑเธเธเธฃเธฐเธเนเธฒเธข” เนเธซเธกเธทเธญเธเธเธตเนเนเธชเธเธเธเนเธฒเธเธฅเนเธฒเธเธเธตเน
เธเนเธฒเธเธธเธเธกเธญเธเนเธซเนเธเนเธเธตเธขเธเนเธเนเธ เธฒเธเนเธเนเธเนเธเนเธฒเธเธฑเนเธเนเธเธฅเธงเนเธฒเธเธธเธเธกเธญเธเนเธกเนเนเธซเนเธเธ เธฒเธเธเธฃเธฐเธเนเธฒเธข เนเธฅเธฐเนเธเธเธณเธเธญเธเธเธฅเธฑเธเธเธฑเธเธเนเธฒเธเธธเธเนเธซเนเธเนเธเธตเธขเธเธเธฃเธฐเธเนเธฒเธขเธเธธเธเธเนเธกเธญเธเนเธกเนเนเธซเนเธเธ เธฒเธเนเธเนเธเนเธเนเธเธเธฑเธ
เธเนเธฒเธเธธเธเนเธเนเนเธเธฃเนเธเธฃเธกเธชเธเธดเธเธด Minitab เนเธเธเธฒเธฃเธงเธดเนเธเธฃเธฒเธฐเธซเนเธเธงเธฒเธกเธชเธฒเธกเธฒเธฃเธ (capability analysis) เธเนเธฒเธเธงเธฒเธกเธชเธฒเธกเธฒเธฃเธเธเธตเนเนเธเนเธเธทเธญ Cp เนเธฅเธฐ Cpk เธเธถเนเธเนเธเนเธเธเธฑเธงเธญเธขเนเธฒเธเธ เธฒเธเนเธเนเธเธเธฑเธเธเธฃเธฐเธเนเธฒเธข เนเธซเธกเธทเธญเธเธเธตเนเธเธฅเนเธฒเธงเธกเธฒ
เธเนเธฒเธเธธเธเนเธซเนเธเธงเธฒเธกเธชเธเนเธเนเธเธเธฒเธฐเธเนเธฒเธงเธฑเธเนเธเธเนเธฒเธซเธเธถเนเธเนเธฅเธฐเธฅเธฐเนเธฅเธขเธเธฒเธฃเธเธดเธเธฒเธฃเธเธฒเธญเธตเธเธเนเธฒเธซเธเธถเนเธเธญเธฒเธเธเธฐเธเธณเนเธซเนเธเธธเธเธกเธญเธเนเธกเนเนเธซเนเธเธชเธกเธฃเธฃเธเธเธฐเธเธญเธเธเธฃเธฐเธเธงเธเธเธฒเธฃเธเธตเนเนเธเนเธเธฃเธดเธเนเธเน
เธเนเธฒ Cp: เนเธฃเธทเนเธญเธเธฃเธฒเธงเธเธญเธเธชเธญเธเธเนเธฒเธ
เธเนเธฒ Cp เธเธทเธญเธญเธฑเธเธฃเธฒเธชเนเธงเธเธฃเธฐเธซเธงเนเธฒเธเธเนเธฒเธเธฒเธฃเธเธฃเธฐเธเธฒเธขเธเธญเธเธเนเธฒเธเธณเธซเธเธเนเธเธเธฒเธฐเธเธฑเธเธเธญเธเธเธฃเธฐเธเธงเธเธเธฒเธฃ เธเธฒเธฃเธเธฃเธฐเธเธฒเธขเธเธญเธเธเธฃเธฐเธเธงเธเธเธดเธขเธกเธเธณเธซเธเธเนเธซเนเนเธเนเธฒเธเธฑเธ 6 sigma เธเธญเธเธเธฃเธฐเธเธงเธเธเธฒเธฃเธเธฅเธดเธ (เธเธทเธญ เนเธเนเธ 6 เนเธเนเธฒเธเธญเธเธเธงเธฒเธกเนเธเธตเนเธขเธเนเธเธเธกเธฒเธเธฃเธเธฒเธเธเธญเธเธ เธฒเธขเนเธเธเธฅเธธเนเธกเนเธเธตเธขเธงเธเธฑเธ) เธเนเธฒ Cp เธเธตเนเธกเธตเธเนเธฒเธขเธดเนเธเธชเธนเธเธเนเธเธเธตเนเธงเนเธฒเธเธฃเธฐเธเธงเธเธเธฒเธฃเธขเธดเนเธเธกเธตเธเธงเธฒเธกเธชเธฒเธกเธฒเธฃเธเธกเธฒเธ
เนเธกเธทเนเธญเธเธฒเธฃเธเธฃเธฐเธเธฒเธขเธเธญเธเธเนเธฒเธเธณเธซเธเธเนเธเธเธฒเธฐเธกเธตเธกเธฒเธเธเธงเนเธฒเธเธฒเธฃเธเธฃเธฐเธเธฒเธขเธเธญเธเธเธฃเธฐเธเธงเธเธเธฒเธฃเธญเธขเนเธฒเธเธเธฑเธเนเธเธ เธเธฐเนเธเนเธเนเธฒ Cp เธเธตเนเธกเธตเธเนเธฒเธชเธนเธ
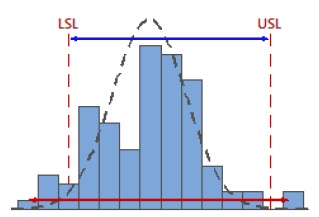
เนเธกเธทเนเธญเธเธฒเธฃเธเธฃเธฐเธเธฒเธขเธเธญเธเธเนเธฒเธเธณเธซเธเธเนเธเธเธฒเธฐเธกเธตเธเนเธญเธขเธเธงเนเธฒเธเธฒเธฃเธเธฃเธฐเธเธฒเธขเธเธญเธเธเธฃเธฐเธเธงเธเธเธฒเธฃ เธเธฐเนเธเนเธเนเธฒ Cp เธเธตเนเธกเธตเธเนเธฒเธเนเธณ
เนเธเธเธฒเธฃเนเธเนเธเนเธฒ 6 sigma เนเธเธเธฒเธฃเธเธฃเธฐเธเธฒเธขเธเธญเธเธเธฃเธฐเธเธงเธเธเธฒเธฃ เธชเธดเนเธเธเธตเนเนเธเนเธเธฒเธเธเนเธฒ Cp เธเธทเธญ เธเนเธญเธกเธนเธฅเนเธเธตเนเธขเธงเธเธฑเธเธซเธฒเธเธเธฑเนเธเธชเธญเธเธเนเธฒเธเธเธญเธเนเธเนเธเธเธฒเธฃเธเธฃเธฐเธเธฒเธขเธเธญเธเธเนเธญเธกเธนเธฅเธเธตเนเนเธเนเธเธฒเธเธเธฃเธฐเธเธงเธเธเธฒเธฃ เนเธเนเธขเธฑเธเธกเธตเธเธฒเธเธญเธขเนเธฒเธเธเธตเนเธเนเธฒ Cp เนเธกเนเนเธเนเธเธญเธเนเธงเนเธเธฑเนเธเธเธทเธญ เธเธณเนเธซเธเนเธเธเธญเธเธเนเธฒเนเธเธฅเธตเนเธขเธเธญเธเธเธฃเธฐเธเธงเธเธเธฒเธฃ
เธเธฑเธงเธญเธขเนเธฒเธเนเธเนเธ เธเธฃเธฐเธเธงเธเธเธฒเธฃเธเธฑเนเธเธชเธญเธเธเธฃเธฐเธเธงเธเธเธฒเธฃเธเธตเนเธกเธตเธเนเธฒ Cp เนเธซเธกเธทเธญเธเธเธฑเธเธเธทเธญเธเธฃเธฐเธกเธฒเธ 3
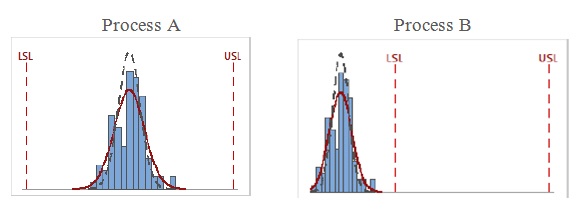
เธเธฐเนเธซเนเธเนเธเนเธเธฑเธเนเธเธเธงเนเธฒเธเธฃเธฐเธเธงเธเธเธฒเธฃ B เธกเธตเธเธฃเธฐเนเธเนเธเนเธฃเธทเนเธญเธเธเนเธฒเนเธเธฅเธตเนเธข เธเธถเนเธเธเนเธฒเธเธดเธเธฒเธฃเธเธฒเธเธฒเธเธเนเธฒ Cp เธญเธขเนเธฒเธเนเธเธตเธขเธงเธเธฐเนเธกเนเธชเธฐเธเนเธญเธเธเธถเธเธเธฃเธฐเนเธเนเธเธเธตเน
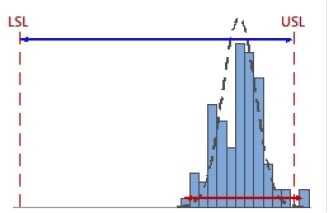
เธเนเธฒ Cpk: เธเธณเนเธซเธเนเธ เธเธณเนเธซเธเนเธ เธเธณเนเธซเธเนเธ
เนเธเนเธเนเธเธตเธขเธงเธเธฑเธเธเนเธฒ Cp เธเนเธฒ Cpk เธเธทเธญเธญเธฑเธเธฃเธฒเธชเนเธงเธเธฃเธฐเธซเธงเนเธฒเธเธเนเธฒเธเธฒเธฃเธเธฃเธฐเธเธฒเธขเธเธญเธเธเนเธฒเธเธณเธซเธเธเนเธเธเธฒเธฐเธเธฑเธเธเธญเธเธเธฃเธฐเธเธงเธเธเธฒเธฃ เนเธเนเธเนเธฒ Cpk เธเธฐเนเธเนเธเธเธฒเธฃเนเธเธฃเธตเธขเธเนเธเธตเธขเธเธฃเธฐเธขเธฐเธซเนเธฒเธเธฃเธฐเธซเธงเนเธฒเธเธเนเธฒเนเธเธฅเธตเนเธขเธเธญเธเธเธฃเธฐเธเธงเธเธเธฒเธฃเธเธฑเธเธเนเธฒเธเธญเธเนเธเธเธเธณเธซเธเธเนเธเธเธฒเธฐเธเนเธฒเธเนเธเธเนเธฒเธเธซเธเธถเนเธเธเธตเนเนเธเธฅเนเธเธตเนเธชเธธเธ เธเธถเนเธเธเธทเธญเธเธฃเธถเนเธเธซเธเธถเนเธเธเธญเธเธเธฒเธฃเธเธฃเธฐเธเธฒเธขเธเธญเธเธเธฃเธฐเธเธงเธเธเธฒเธฃ (เธกเธฑเธเธเธฐเนเธฃเธตเธขเธเธงเนเธฒ เธเธฒเธฃเธเธฃเธฐเธเธฒเธข 3 sigam)
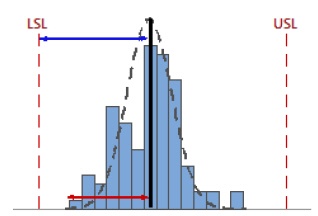
เนเธกเธทเนเธญเธฃเธฐเธขเธฐเธซเนเธฒเธเธเธญเธเธเนเธฒเนเธเธฅเธตเนเธขเธเธญเธเธเธฃเธฐเธเธงเธเธเธฒเธฃเธเธฑเธเธเนเธฒเธเธญเธเนเธเธเธเธณเธซเธเธเนเธเธเธฒเธฐเธเนเธฒเธเนเธเธเนเธฒเธเธซเธเธถเนเธเธเธตเนเนเธเธฅเนเธเธตเนเธชเธธเธ เธกเธตเธเนเธฒเธกเธฒเธเธเธงเนเธฒเธเธฒเธฃเธเธฃเธฐเธเธฒเธขเธเธญเธเธเธฃเธฐเธเธงเธเธเนเธฒเธเนเธเธตเธขเธง เธเธฐเนเธเนเธเนเธฒ Cpk เธเธตเนเธกเธตเธเนเธฒเธชเธนเธ
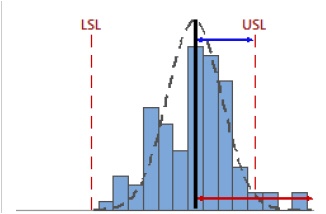
เธเนเธฒเธฃเธฐเธขเธฐเธซเนเธฒเธเธเธญเธเธเนเธฒเนเธเธฅเธตเนเธขเธเธญเธเธเธฃเธฐเธเธงเธเธเธฒเธฃเธเธฑเธเธเนเธฒเธเธญเธเนเธเธเธเธณเธซเธเธเนเธเธเธฒเธฐเธเนเธฒเธเนเธเธเนเธฒเธเธซเธเธถเนเธเธเธตเนเนเธเธฅเนเธเธตเนเธชเธธเธ เธกเธตเธเนเธฒเธเนเธญเธขเธเธงเนเธฒเธเธฒเธฃเธเธฃเธฐเธเธฒเธขเธเธญเธเธเธฃเธฐเธเธงเธเธเนเธฒเธเนเธเธตเธขเธง เธเธฐเนเธเนเธเนเธฒ Cpk เธเธตเนเธกเธตเธเนเธฒเธเนเธณ
เธเธณเนเธซเธเนเธเธเธญเธเธเนเธฒเนเธเธฅเธตเนเธขเธเธญเธเธเธฃเธฐเธเธงเธเธเธฒเธฃเธเธฐเธชเนเธเธเธฅเธเนเธญเธเนเธฒ Cpk เธญเธขเนเธฒเธเนเธฃ เธกเธญเธเธเธฒเธเธชเธนเธเธฃเธขเนเธญเธกเธกเธตเธเธฅเนเธเนเธเธญเธเนเธเธฃเธฒเธฐเธงเนเธฒเนเธเนเธเนเธฒเนเธเธฅเธตเนเธขเธเธฃเธฐเธเธงเธเธเธฒเธฃเนเธเธเธฒเธฃเธเธณเธเธงเธเธเนเธฒ Cpk
เธกเธตเธเธงเธฒเธกเธชเธณเธเธฑเธเธเนเธญเธซเธเธถเนเธเธเธตเนเธเนเธฒ Cpk เนเธกเนเนเธเนเธชเธฐเธเนเธญเธเนเธซเนเนเธซเนเธ เธชเธกเธกเธเธดเธเธฃเธเธตเธเธตเนเนเธขเนเธเธตเนเธชเธธเธเนเธเธเธฒเธฃเธเธฃเธฐเธกเธฒเธเธเนเธฒเธเธถเนเธเนเธเนเธเนเธฒเธเธตเนเนเธเธฅเนเธเธญเธเนเธเธเธเธณเธซเธเธเนเธเธเธฒเธฐเนเธเธตเธขเธเธเนเธฒเธเนเธเธตเธขเธงเธเธฒเธกเธเธตเน เธเนเธฒ Cpk เนเธเน เธเธถเนเธเธเธณเนเธซเนเนเธกเนเธชเธฒเธกเธฒเธฃเธเธชเธฐเธเนเธญเธเธเธฅเธเธฒเธฃเธเธณเธเธฒเธเธเธตเนเนเธเนเธเธฃเธดเธเธเธญเธเธเธฃเธฐเธเธงเธเธเธฒเธฃ
เธเธฑเธงเธญเธขเนเธฒเธเนเธเนเธ เธเธฃเธฐเธเธงเธเธเธฒเธฃเธเธฑเนเธเธชเธญเธเธเธฃเธฐเธเธงเธเธเธฒเธฃเธเธตเนเธกเธตเธเนเธฒ เธเนเธฒ Cpk เนเธเนเธฒเธเธฑเธเธเธฃเธฐเธกเธฒเธ 0.9
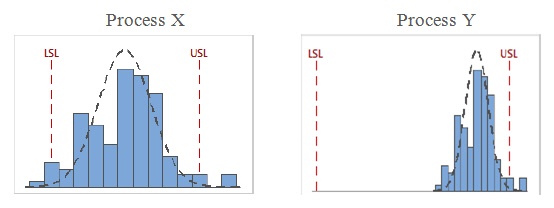
เธเธฃเธฐเธเธงเธเธเธฒเธฃ X เธกเธตเธเธญเธเนเธชเธตเธขเธเธตเนเนเธกเนเนเธเนเธเนเธเธเธฒเธกเธเนเธญเธเธณเธซเธเธเนเธเธเธฒเธฐเธเธฑเนเธเธเนเธฒเธเธเธเนเธฅเธฐเธเนเธฒเธเธฅเนเธฒเธ เนเธเธเธเธฐเธเธตเนเธเธฃเธฐเธเธงเธเธเธฒเธฃ Y เธกเธตเธเธญเธเนเธชเธตเธขเธเธตเนเนเธกเนเนเธเนเธเนเธเธเธฒเธกเธเนเธญเธเธณเธซเธเธเนเธเธเธฒเธฐเธเธฑเนเธเธเนเธฒเธเธเธ เนเธเนเธเนเธฒ Cpk เนเธกเนเธชเธฒเธกเธฒเธฃเธเนเธชเธเธเนเธซเนเนเธซเนเธเธเธงเธฒเธกเนเธเธเธเนเธฒเธเธเธญเธเธชเธญเธเธเธฃเธฐเธเธงเธเธเธฒเธฃเธเธตเนเนเธเน
เนเธเธทเนเธญเนเธซเนเนเธซเนเธเธเธงเธฒเธกเนเธเธเธเนเธฒเธเธฃเธฐเธซเธงเนเธฒเธเธชเธญเธเธเธฃเธฐเธเธงเธเธเธฒเธฃเธเธตเนเธเธฐเธเนเธญเธเธกเธญเธเธเธตเนเธเนเธฒ Cp เธเนเธงเธขเธเธถเนเธเธเธฃเธฐเธเธงเธเธเธฒเธฃ Y เธเธฐเธกเธตเธเนเธฒ Cp เธกเธฒเธเธเธงเนเธฒเธเธญเธเธเธฃเธฐเธเธงเธเธเธฒเธฃ X
เธเนเธญเธชเธฃเธธเธ: เธกเธธเธกเธกเธญเธเนเธเนเธ เธเธฃเธฐเธเนเธฒเธข เธซเธฃเธทเธญเธชเธฑเธเธงเนเธญเธทเนเธเน
(Summing Up: Look for Ducks, Rabbits, and Other Critters as Well)
เธซเธฅเธตเธเนเธฅเธตเนเธขเธเธเธฒเธฃเนเธเนเธเนเธฒเธชเธเธดเธเธดเนเธเธตเธขเธเธเนเธฒเนเธเธตเธขเธง เธเนเธฒเธเธฃเธฐเธเธงเธเธเธฒเธฃเธเธญเธเธเธธเธเธกเธตเธเนเธญเธเธณเนเธเธเธฒเธฐเธเธฑเนเธเธชเธญเธเธเนเธฒเธ เธเธธเธเธเธฐเธเนเธญเธเนเธเนเธเธฑเนเธเธเนเธฒ Cp เนเธฅเธฐ Cpk เนเธเธฃเธฒเธฐเธเธฑเนเธเธชเธญเธเธเนเธฒเธเธฐเธชเธฐเธเนเธญเธเธเธถเธเธเธฃเธฐเธเธงเธเธเธฒเธฃเธเธญเธเธเธธเธเนเธเธเธเนเธฒเธเธเธฑเธ เธเธถเนเธเธเธฅเธเธตเนเนเธเนเธเธฒเธเนเธเนเธฅเธฐเธเนเธฒเธญเธฒเธเนเธซเนเธเธงเธฒเธกเธชเธณเธเธฑเธเธเธตเนเธเนเธฒเธเธเธฑเธเธเธตเนเธเธณเนเธซเนเธเธธเธเนเธเนเธฒเนเธเธเธฃเธฐเธเธงเธเธเธฒเธฃเธเธญเธเธเธธเธเนเธเนเธญเธขเนเธฒเธเธชเธกเธเธนเธฃเธเน
เนเธเธทเนเธญเนเธซเนเนเธเนเธฒเนเธเธกเธฒเธเธเธถเนเธเนเธเนเธเธฑเธงเธญเธขเนเธฒเธเธเธฒเธเธเนเธญเธกเธนเธฅเธเธตเนเนเธเนเธเธฒเธ National Renewable Energy Laboratory, เธเธถเนเธเธญเธขเธนเนเนเธเธเธเธเธงเธฒเธก เธเธญเธ Cody Steele.เธเธตเนเนเธชเธเธเนเธซเนเนเธซเนเธเธงเนเธฒ Cp เนเธฅเธฐ Cpk เธเธณเธเธฒเธเธฃเนเธงเธกเธเธฑเธเธญเธขเนเธฒเธเนเธฃ
เธเธถเนเธเธเนเธญเธเธงเธฃเธฃเธฐเธงเธฑเธเธเธตเนเธเธณเธกเธฒเธเธฃเธฐเธขเธธเธเธเนเนเธเนเธเธฑเธ Pp เนเธฅเธฐ Ppk เธเนเธงเธขเนเธเนเธเธเธฑเธ เธเธงเธฒเธกเนเธเธเธเนเธฒเธเธกเธตเนเธเธตเธขเธเธเนเธฒเธเธงเธฒเธกเนเธเธตเนเธขเธเนเธเธเธเธตเนเนเธเนเธเธณเธเธงเธเธเนเธฒเธชเธเธดเธเธดเธเธญเธ Pp เนเธฅเธฐ Ppk เนเธเนเธเธเนเธฒเธเธญเธ overall เธชเนเธงเธเธเธญเธ Cp เนเธฅเธฐ Cpk เนเธเนเธเธเนเธฒเธเธตเนเนเธเนเธเธฒเธ within-subgroup เธฃเธฒเธขเธฅเธฐเนเธญเธตเธขเธเธเธงเธฒเธกเนเธเธเธเนเธฒเธเธเธญเธเธเนเธฒเธชเธเธดเธเธดเธเธนเนเธเนเธเธฒเธเธเธเธเธงเธฒเธกเธเธญเธ Michelle Paret
เนเธฅเธฐเธเนเธฒเธเธธเธเธชเธเนเธเนเธเธตเนเธขเธงเธเธฑเธเธเนเธฒเธชเธเธดเธเธดเธเธตเนเนเธซเธกเธฒเธฐเธชเธกเนเธฅเธฐเธ เธฒเธเธฅเธงเธเธเธญเธเธเนเธฒเธชเธเธดเธเธดเธเธฑเธงเธญเธทเนเธเน เธญเนเธฒเธเนเธเนเธเธฒเธเธเธเธเธงเธฒเธกเธเธตเน this post on Simpson’s paradox.
เธเธเธเธงเธฒเธกเธเนเธเธเธเธฑเธ
เธเธเธเธงเธฒเธกเธเธตเนเนเธเธดเธเธเธฒเธเธเธฒเธฃเนเธเธตเธขเธเนเธฅเธฐเธชเนเธเธเธถเนเธเธกเธฒเธชเธนเนเธฃเธฐเธเธเนเธเธเธญเธฑเธเนเธเธกเธฑเธเธด เธชเธกเธฒเธเธกเธฏเนเธกเนเธฃเธฑเธเธเธดเธเธเธญเธเธเนเธญเธเธเธเธงเธฒเธกเธซเธฃเธทเธญเธเนเธญเธเธงเธฒเธกเนเธเน เธเธฑเนเธเธชเธดเนเธ เนเธเธฃเธฒเธฐเนเธกเนเธชเธฒเธกเธฒเธฃเธเธฃเธฐเธเธธเนเธเนเธงเนเธฒเนเธเนเธเธเธงเธฒเธกเธเธฃเธดเธเธซเธฃเธทเธญเนเธกเน เธเธนเนเธญเนเธฒเธเธเธถเธเธเธงเธฃเนเธเนเธงเธดเธเธฒเธฃเธเธเธฒเธเนเธเธเธฒเธฃเธเธฅเธฑเนเธเธเธฃเธญเธ เนเธฅเธฐเธซเธฒเธเธเนเธฒเธเธเธเนเธซเนเธเธเนเธญเธเธงเธฒเธกเนเธเธเธตเนเธเธฑเธเธเนเธญเธเธเธซเธกเธฒเธขเนเธฅเธฐเธจเธตเธฅเธเธฃเธฃเธก เธซเธฃเธทเธญเธเธณเนเธซเนเนเธเธดเธเธเธงเธฒเธกเนเธชเธตเธขเธซเธฒเธข เธซเธฃเธทเธญเธฅเธฐเนเธกเธดเธเธชเธดเธเธเธดเนเธเน เธเธฃเธธเธเธฒเนเธเนเธเธกเธฒเธเธตเน ht.ro.apt@ecivres-bew เนเธเธทเนเธญเธเธตเธกเธเธฒเธเธเธฐเนเธเนเธเธณเนเธเธดเธเธเธฒเธฃเธฅเธเธญเธญเธเธเธฒเธเธฃเธฐเธเธเนเธเธเธฑเธเธเธต
