แผนภูมิควบคุมเป็นเครื่องมือพื้นๆที่มีประโยชน์อย่างมากเพราะช่วยทำให้รู้ได้ว่ากระบวนการผลิตนั้นอยู่ภายใต้การควบคุม(in control) หรือไม่ (ภายใต้การควบคุม หมายถึง ความผันแปรที่เกิดขึ้นเป็นไปแบบปกติอย่างสุ่ม) หรือ อยู่นอกการควบคุม (out of control มีความหมายว่า ความผันแปรมีความผิดปกติ และอาจจะมาจากสาเหตุที่ไม่ปกติ (special cause))
จากบทความก่อนหน้าที่เขียนถึง องค์ประกอบทั่วไปที่ทุกๆแผนภูมิควบคุมต้องมี ได้แก่ ขอบเขตการควบคุมด้านบนและล่าง พื้นที่ของความผันแปรที่ควรจะเป็น และ ขอบเขตความผันแปรที่ไม่ควรเป็น(ความผันแปรที่มาจากสาเหตุไม่ปกติ) แต่เนื่องจากมีแผนภูมิควบคุมหลายแบบ เช่น : P charts, U charts, I-MR charts แล้วเราจะรู้ได้อย่างไรว่าแผนภูมิใดที่ถูกเลือกมานั้นเป็นแผนภูมิที่ถูกต้อง
แผนภูมิชนิดใดที่เหมาะสมกับข้อมูลของคุณ
ขั้นตอนแรกของการเลือกแผนภูมิให้เหมาะสมคือต้องระบุก่อนว่าข้อมูลนั้นเป็นข้อมูลแบบต่อเนื่อง หรือ แบบนับ (ไม่ต่อเนื่อง)
ข้อมูลแบบต่อเนื่อง (Continuous data) เป็นข้อมูลค่าวัดที่อาจจะเป็นเลขเศษส่วนหรือทศนิยม เช่น น้ำหนัก ความสูง ความกว้าง เวลา และค่าวัดอื่นๆถือเป็นข้อมูลแบบต่อเนื่อง ถ้าข้อมูลค่าวัดเหล่านั้นเป็นข้อมูลเดี่ยวๆ จะใช้แผนภูมิ I-MR แต่ถ้าข้อมูลที่ได้เป็นกลุ่มย่อย (subgroup) จะใช้แผนภูมิ Xbar-R โดยที่จำนวนข้อมูลในกลุ่มย่อยน้อยกว่า 8 แต่ถ้ามีจำนวนข้อมูลมากกว่า 8 จะใช้แผนภูมิ Xbar-S
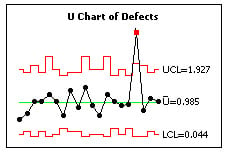
ผนภูมิ U สำหรับข้อมูลแบบนับ ที่แสดงจำนวนข้อบกพร่องต่อหนึ่งหน่วย
ถ้าข้อมูลเป็นแบบนับ จะต้องระบุให้ได้ว่าข้อมูลนั้นเป็นสัดส่วน หรือ จำนวนนับทั้งหมด ถ้าเป็นข้อมูลแบบสัดส่วน หมายถึงจะมีการนับจำนวนสิ่งบกพร่องทั้งหมดที่อยู่ในกลุ่ม หรือ หมายถึงเปอร์เซ็นต์ชิ้นงานดี-เสีย ซึ่งในกรณีนี้จะใช้แผนภูมิ P แต่ถ้าเป็นการนับจำนวนข้อบกพร่องต่อหน่วย จะใช้แผนภูมิ U ที่จะแสดงจำนวนข้อบกพร่องที่นับได้ในแผนภูมิ
ทั้งหมดที่กล่าวมาเป็นเพียงจุดเริ่มต้นในการเรียนรู้เท่านั้น ยังมีรายละเอียดอีกมากที่ต้องเรียนรู้เกี่ยวกับแผนภูมิควบคุมในแต่ละแบบ
อย่างไรก็ดีคุณสามารถใช้โปรแกรม Minitab (Minitab Statistical Software) โดยเลือกใช้ Assistant > Control Charts… และทำตามขั้นตอนที่แนะนำไว้เพื่อสร้างแผนภูมิควบคุม โดยเลือกจากประเภทข้อมูลที่วิเคราะห์อยู่และระวังเรื่องเงื่อนไขในการใช้เครื่องมือเพื่อให้ได้ผลลัพธ์อย่างที่ต้องการ
ถ้าคุณยังไม่เคยใช้โปรแกรมมาก่อน สามารถดาวน์โหลดเพื่อทดลองใช้ได้ 30 วัน download Minitab
บทความต้นฉบับ : http://blog.minitab.com/blog/quality-business/six-sigma-concepts-and-metrics-part-1
เนื้อหาบทความโดยบริษัท Minitab Inc. ประเทศสหรัฐอเมริกา
แปลและเรียบเรียงโดยสุวดี นําพาเจริญ, บริษัท โซลูชั่น เซ็นเตอร์ จํากัด webadmin@solutioncenterminitab.com
บทความนี้เกิดจากการเขียนและส่งขึ้นมาสู่ระบบแบบอัตโนมัติ สมาคมฯไม่รับผิดชอบต่อบทความหรือข้อความใดๆ ทั้งสิ้น เพราะไม่สามารถระบุได้ว่าเป็นความจริงหรือไม่ ผู้อ่านจึงควรใช้วิจารณญาณในการกลั่นกรอง และหากท่านพบเห็นข้อความใดที่ขัดต่อกฎหมายและศีลธรรม หรือทำให้เกิดความเสียหาย หรือละเมิดสิทธิใดๆ กรุณาแจ้งมาที่ ht.ro.apt@ecivres-bew เพื่อทีมงานจะได้ดำเนินการลบออกจากระบบในทันที
